معایب پیچ واشر دار
معایب پیچ واشر دارتولید کننده پیچ و مهره
تولید کننده پیچ و مهره ای که پیچ های ساختمان چیز گراتر را تامین کرده بود و در آن پروژه پیچ هایش رد شده بود ، اکنون باید پیچ های ساختمان در حال احداث سفارت آمریکا را جایگزین کند.
همان شرکتی که پیچ هایش در پروژه آسمانخراش چیزگراتر رد شده بود ،حال با اصلاحات پروژه ششصد میلیون پوندی ساختمان جدید سفارت آمریکا در لندن با مشکل مواجه شده است.
شرکت فولاد سورفیلد، که پس از تحمل خسارت شش میلیون پوندی بولت های چیزگراتر که شکسته شدند ، دچار مشکلات تازه ای با پروژه دیگری در لندن رو برو شده است.
گویا این شرکت بایدهزاران پیچ مشکوک به ایراد را در ساختمان جدید سفارت آمریکا که در واکس هال در حال ساخت است را جایگزین نماید چرا که در برخی از آنها ایراداتی مشاهده شده است.
ظاهرا ایرادها مربوط به طبقه های فوقانی ساختمان مکعبی شکل است، ساختمانی که با هزینه ای بالغ بر 600میلیون پوند بزرگترین سفارت ایالات متحده در غرب خواهد بود.
طرف قرارداد سورفیلد است اما ظاهرا پیچ ها تولید این شرکت نیستند.
ساختمان سفارت- که در یک سمت آن “خندق” تعبیه شده است-توسط گروه ساختمانی بی ال هاربرت ساخته می شود که معمار معروف بریتانیایی سر رابرت مک آلپین را در اختیار دارد .
حساسیت بالای ساخت مقر دیپلماتیک آمریکا در انگلستان بدین معناست که جزئیات مربوط به آن محرمانه است. با این وجود، بر خلاف چیزگراتر، ظاهرا تامین پیچ و مهره ها خارج از قرارداد سورفیلد بوده است ، بهرحال جایگزین کردن پیچ ها به این شرکت اعلام شده است.
مشکل با پیچ های این شرکت از آنجایی پررنگ شد که نوامبر سال گذشته دوقطعه فلزی –هر کدام به اندازه ی بازوی یک انسان بالغ- از ارتفاع 738فوتی به پایین افتادند :یکی از آنها در زمین فرو رفت و دیگری به لبه های ابر سازه گیر کرد.
چندی بعد پیچ سوم سقوط کرد که با توری محافظی که پس از حادثه اول نصب شده بود، مهار شد.در این حوادث کسی صدمه ندید.
البته نقصان این پیچ ها –که بر آمدگی ها را به سازه اصلی متصل میکردند- در مقاومت ساختار اصلی سازه تاثیری نداشت.
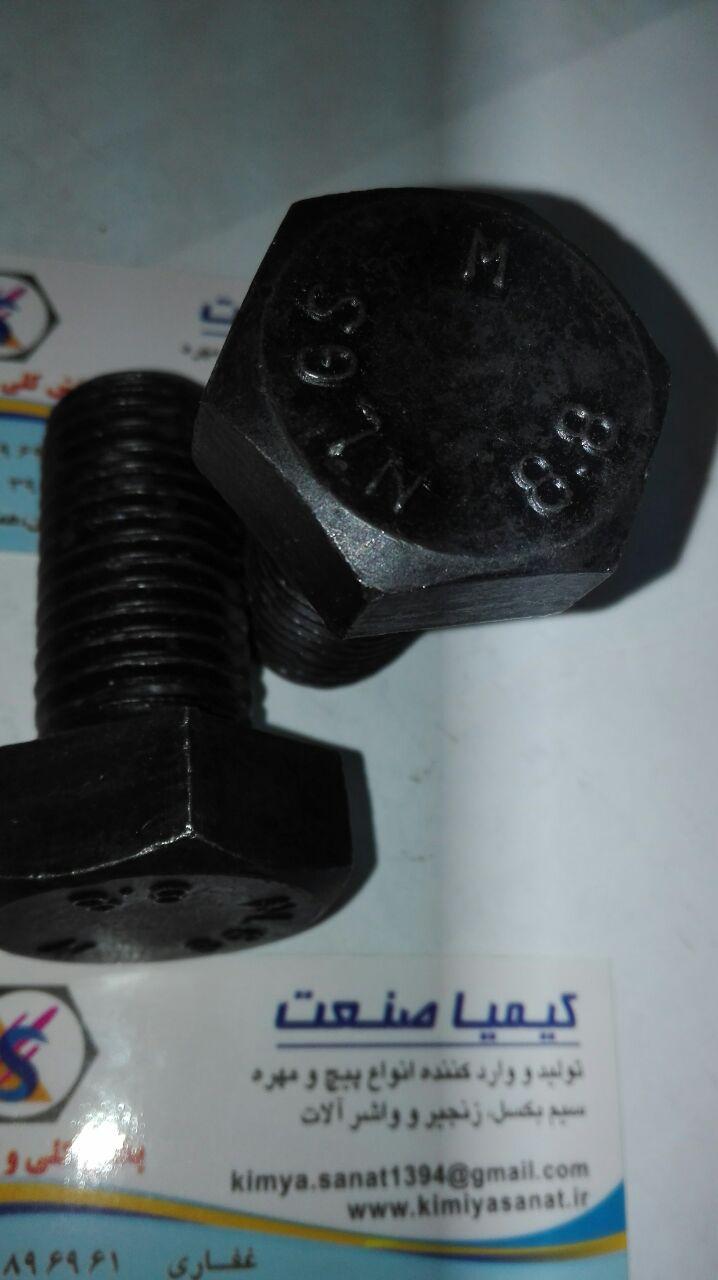
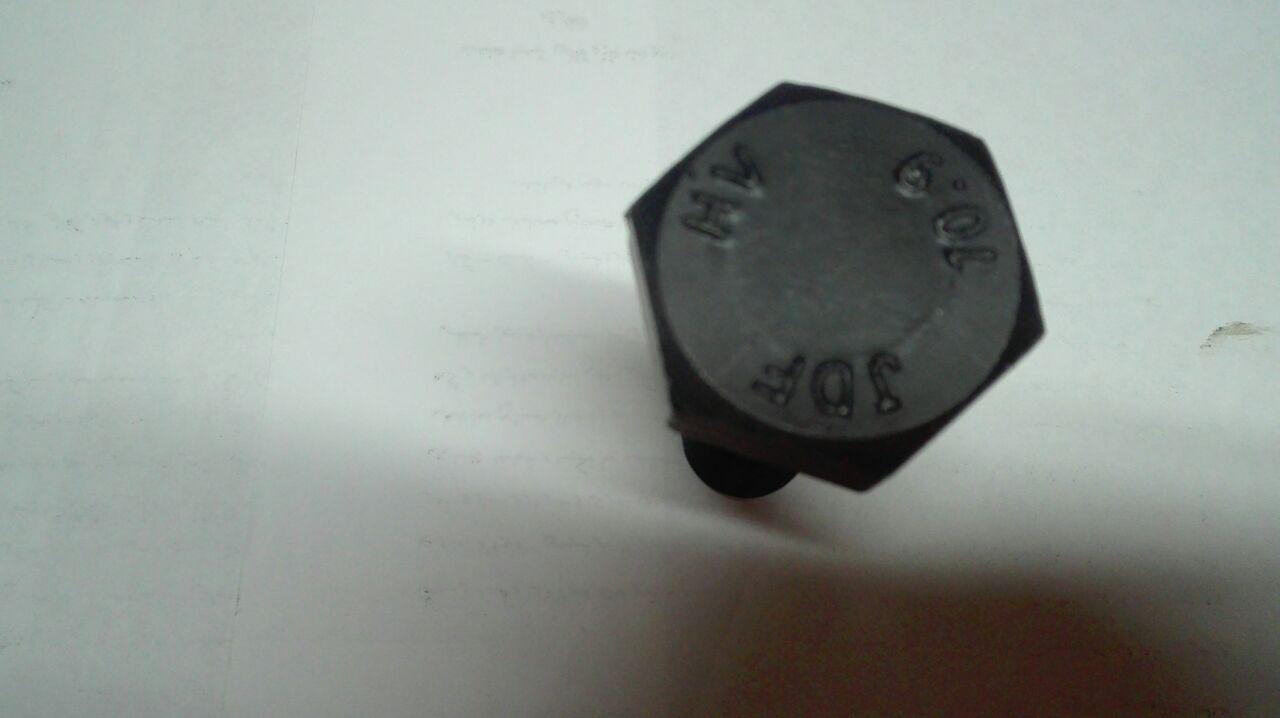
تحقیقات بر روی پیچ ها نشان داد که علت اصلی شکست آنها “تردی هیدروژنی” بوده است که در فولادهای با استحکام بالا دیده میشود و در اثر آن استحکام کششی فولاد کاهش زیادی مییابد. این فرایند زمانی رخ می دهد که اتم های هیدروژن به سطح فلز نفوذ کرده منجربه ايجاد ترک، کاهش انعطافپذيری و در نهايت شکست و تخريب پیچ میشود. شکست پیچ بدلیل تردی هيدروژنی معمولا غيرقابل پيشبينی و گاه فاجعه بار است. دليل آن اين است که برای شکسته شدن،به اعمال نيروی خارجی نيازی نيست و وجود تنش های تنشهایی پس ماند ميتواند به عنوان منبع اعمال تنش عمل کند. آستانه که سبب ترک ميشود معمولا کمتر از تنش تسليم است بنابراين ماده بدون اينکه تغيير شکل ظاهری محسوسی دهد به طور ناگهانی و در واقع بخاطر يک شکست داخلی تخريب می شود. مقدار تردی هيدروژنی به مقدار هيدروژن و مدت زمانی که پیچ در معرض آن قرار گرفته وابسته است. هيدروژن که از نظر شعاع اتمی خیلی کوچک است قابلیت نفوذ به درون پیچ در طی فرآيند ساخت يا عمليات های انجام گرفته روی آن و يا در حين به کاربری قطعه را دارد. عملیات هایی چون اسيدشوی، آبکاری الکتريکی و آبکاری گالوانیزه گرم که سطح فولاد را در معرض هيدروژن آزاد قرارمیدهند ماده را مستعد جذب و نفوذ هيدروژن میکنند. وجود مقادير ناچیزهيدروژن ميتواند منجر به بروز تردی هيدروژنی در مواد و فولادهای با استحکام بالا شود ( مثلا گرید 10.9).
پیچ شش گوش
استادبولت
پیچ آلن
بولت صفحه ستون
مهره چشمی
مهره مربعی
مهره باریک
مهره واشردار
سرخزینه
یوبولت
خودکار
سرمته ای
پیچ چشمی
پیچ تی
رول بولت
مهره خروسکی
مهره قفلی
مهره شش گوش
واشر تخت HV
واشر تخت آهنی
واشر فنری
مهره کاسه نمدی
مهره سربسته
مهره جوشی
پیچ اتاقی
مهره بلند
پیچ استوانه
مهره تی
پیچ دوسره
پیچ آلن مغزی
پیچ استیل
مهره استیل
واشر استیل
پیچ متری
پیچ خروسکی
مهره چاکدار
مهره گرد