آشنایی با روش های تولید پیچ:
1.آشنایی با روش های تولید پیچ:
1-3. روش های نورد و ساخت پیچ: پیچ ها به طور کلی به دو روش فورج سرد و فورج گرم تولید می شوند. روش فورج سرد دارای عیوب کمتر و کیفیت بهتری نبست به فورج گرم می باشد. همچنین باید دانست که در حال حاضر در کشور ما، تنها تا سایز M24 به روش فورج سرد تولید می شود که به این نکته در طراحی باید توجه نمود.
2-3. روش های پوشش دهی پیچ بر اساس ASTM: ممکن است پس از ساخت، پیچ ها برای جلوگیری از خوردگی پوشش دهی شوند. روش های پوشش دهی عبارتند از:
الف_ پوشش گالوانیزه ی سرد یا الکترولیز،
ب- پوشش گالوانیزه ی مکانیکی (که در ایران کمتر تکنولوژی آن وجود دارد).
پ – پوشش گالوانیزه ی گرم یا غوطه وری گرم
ت- پوشش غیر گالوانیزه یا رنگی.
آیین نامه ی ASTM به طور اکید توصیه می کد که برای پیچ های رده ی 10.9 از هیچ پوشش فلزی استفاده نشود، چرا که امکان به وجود آمدن ترک های هیدروژنی در پیچ وجود خواهد داشت. در نتیجه باید توجه داشت که در محیط های خورنده از پوشش های غیر گالوانیزه با گالوانیزه در مرحله ی اسیدشویی ست که باعث فعال شدن یون هیدروژن در فولاد پیچ می شود، در حالی که در روش غیرگالوانیزه، از روش شات بلاست یا پاشش ریزدانه ی فولادی به جای اسیدشویی استفاده می شود.
1.آزمایش های پیچ، مهره و واشر:
به طور کلی آزمایش های زیر برای ست پیچ و مهره و واشر انجام می شود:
1-4. آزمایش های ابعادی
2-4. آزمایش های متالوژیکی
3-4. آزمایش های مکانیکی
4-4. آزمایش های پوشش مقاوم خوردگی
آزمایش های ابعادی و نیز متالوژیکی در هنگام تولید پیچ و مهره و واشر، در کارخانه ی سازنده انجام می شود. آزمایش های مکانیکی پس از تولید پیچ و مهره و واشر، در کارخانه ی سازنده یا آزمایشگاه های مقاومت مصالح انجام می گیرند. آزمایش های مکانیکی برای مهندسان طراح و بازرسان دارای اهمیت می باشد. به طور کلی آزمایش های مکانیکی شامل آزمایش های کشش، سختی سنجی و ضربه می شود. آزمایش کشش خود شامل سه نوع آزمایش می شود که عبارتند از : آزمایش بار گواه، آزمایش کشش گوه ای بر روی نمونه ی کامل و ازمایش کشش بر روی نمونه ی ماشین کاری شده.
1-4-4. آزمایش ضربه: در آزمایش ضربه که به آن تاب نمونه ی زخم دار نیز می گویند، یک نمونه از مصالح مورد استفاده را برداشته، به کمک دستگاه پاندول دار و سقوط آزاد پاندول، قطعه شکسته شده و خمیزان انرژی جذب شده ی آن را اندازه گپیری می کنند. آزمایش ضربه برای پیچ اجباری نیست اما در صورت امکان باید آن را انجام داد.
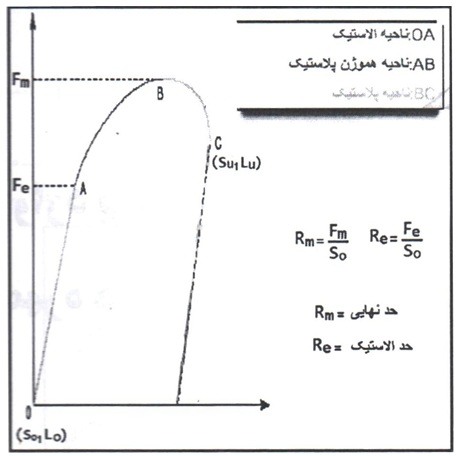
2-4-4. آزمایش کش: این آزمایش از آزمایش های بسیار معمول باری پیچ می باشد. در آزمایش کشش، پس از بستن کامل پیچ با یک مهره از رده ی مقاومتی بالاتر بر روی دستگاه کشش، با سرعتی مناسب پیچ تا حد تنش تسلیم زیر کشش قرار گرفته و سپس به مدت ده ثانیه در همین حالت باقی می ماند سپس بار کششی از روی پیچ برداشته می شود. در این آزمایش هیچ گونه شکست یا افزایش طول همیشگی در پیچ نباید وجود داشته باشد.
3-4-4. آزمایش کشش گوه ای: پس از آزمون کشش این آزمایش بر روی پیچ انجام می شود. الزام آیین نامه برای انجام آزمایش کشش بر روی نمونه ی کامل و واقعی پیچ و مهره ی استفاده شده در پروژه است، مگر در مورادی که محدودیت ظرفیت دستگاه آزمایش وجود دارد و یا طول پیچ خیلی کوتاه است که در این حالت از نمونه ی ماشین کاری شده استفاده می شود. در این آزمایش باید دست کم به مقدار چهار رزوه ی کامل از پیچ بین فک های دستگاه قرار بگیرد. حداکثر سرعت دستگاه نباید از mm/min 25 بیشتر باشد. شکست به وجود آمده تنها باید در بدنه ی پیچ باشد و در صورت بروز شکست در محل اتصال سرپیچ به بدنه، حتی اگر به مقاومت مورد نیاز نیز رسیده باش، نمونه مورد پذیرش نیست. این شکست در پیچ های ساخته شده به روش فورج گرم بیشتر مشاهده می شود و بر همین اساس تا حد امکان باید از پیچ های ساخته شدهبه روش فوج سرد استفاده شود. از آن جایی که در ایران و در حال حاضر تنها تا قطر M24 به روش فورج سرد تولید می شود، در طراحی باید تلاش نمود تا از قطرهای بالاتر ازاستفاده نشود.
4-4-4- آزمایش سختی سنجی: این آزمایش در رده ی آزمایش های غیرمخرب پیچ بوده و برای آگاهی از میزان سختی قطعه و برابری آن با مقدار استاندارد انجام می شود. سختی سنجی برای بخش انتهایی، سطح صاف بدنه و سطح صاف سرپیچ انجام می شود. به طور کلی از سه روش برای آزمون سختی سنجی استفاده می شود که عبارتند از: روش برینل، روش راکول و روش ویکرز.
5-4-4. برای مهره از آزمایش کشش استفاده نمی شود و تنها ازآمایش های بار گواه و سختی سنجی بر روی مهره ها انجام می گیرد. برای واشر نیز تنها آزمایش سختی سنجی انجام می شود.
6-4-4. جهت انجام آزمایش های لازم برای پیچ و مهره و واشر، باید تعداد نمونه ی لازم بر اساس جدول موجود در نشریه ی 264 (آیین نامه ی اتصالات) استفاده شود. باید دانست که از این جدول تنها می توان تعداد نمونه جهت انجام آزمایش برای پیچ ای پوشش دهی شده به هر دو روش گالوانیزه و غیر گالوانیزه را ارایه داده است
تعداد پیچ و مهره
5-4. تعریف محموله ی تولیدی: به محصولاتی که از نپز ابعادی دارای مشخصات یکسان بوه و همه ی آن ها از یک شماره ی ذوب تولیدی مواد اولیه ساخته شده باشند یک محموله ی تولیدی یا یک بج می گویند. در نتیجه، برای انجام آزمایش های لازم پیچ، مهره و واشر، تعداد نمونه بر اساس هر یج تعریف می شود.
1.مشخصات پیچ های تولیدی در ایران:
1-5: تنش گسیختگی FU در پیچ که با توجه به نحوه ی تولید پیچ های پرمقاومت در ایران، طراحان باید به مورد مهمی در طراحی سازه توجه کند. در تولید پیچ، به دلیل استفاده ی تولیدکنندگان از فن آوری و تجهیزات آلمانی، آیین نامه ی مرجع DIN آلمان می باشد، اما آیین نامه ی طراحی براساس مبحث دهم، برگرفته از علایم استانداردهای آمریکایی می باشد. در آیین نامه های آمریکایی، رده ی پیچ بر اساس مقاومت طبقه بندی شده است در حالی که در آیین نامه های آلمانی بر اساس شکل عملکرد پیچ دسته بندی صورت گرفته است. طراح باید به این نکته توجه داشته باشد که در محاسبات و نیز نقشه ها از علامت های آلمانی استفاده کنند چرا که پیچ موجود در بازار ایران بر این اساس می باشد.
2-5: تعریف رده ی مقاومتی پیچ: رده ی مقاومتی در پیچ ها براساس DIN با سه عدد 12.9,10.9,8.8 تعریف شده است که در ایران رده ی 12.9 تولید نمی شود. البته این آیین نامه رده های مقاومتی 5.6,4.6 را نیز برای پیچ های معمولی تعریف نموده است. از آن جا که با توه به بند 10-3-5-3 مبحث دهم ویرایش 1387، در اتصالات لرزه ای تنها باید از پیچ های پرمقاومت استفاده شود، این نوع پیچ ها در طراحی اتصالات اصطکاکی کاربردی ندارد، ضمن آن که تولید این نوع پیچ نیز در کشور ما بسیار محدود می باشد. این عدد معرف مقدار تنش جاری شدن و تنش گسیختگی پیچ می باشد. به عنوان مثال، در رده ی مقاومتی 8.8، منظور از 8 اول حداقل مقاوت نهایی پیچ برابر 8000 Kg/m و منظور از 8. مقدار تنش جاری شدن پیچ برابر با 0.8*8000=6400 Kg/cm می باشد