
صنایع راه آهن پیچ و مهره 8.8 و 10.9 و 12.9
واگن سازی مانند صنایع خوردوسازی جزء عمده مصرف کنندگان پیچ های خودکار، اتاقی، آلنی و بسیاری موارد دیگر می باشند. پیچ و مهره های مورد نیاز در مترو و راه آهن اغلب جزء پیچ های خاص و با ضریب اطمینان بالا می باشند و بازرگانی کیمیاصنعت با بهره گیری از دانش و تجربه و توان بالای خود افتخار دارد که تأمین کننده بخش زیادی از پیچ و مهره های واگن سازی، مترو و راه آهن کشور نیز بوده است. پیچ خشکه فولادی کلاس 8.8 پیچ خشکه فولادی کلاس 10.9 پیچ گرید 8.8 پیچ گرید 10.9 مهره کلاس 8 مهره کلاس پيچ و مهره کیمیاصنعت, پیچ شش گوش,پیچ آلن, پیچ آلن مغزی, پیچ اتاقی, پیچ استوانه, پیچ استیل, پیچ تی, پیچ چشمی, پیچ خروسکی, پیچ ومهرهX پیچ ومهره استیلX پیچ استنلس استیلX فروش انواع پیچ ومهرهX خشگه اهنی واشرX فروشX کیمیاصنعتX -پیچ خشگهX پیچ اهنیX پیچ گالوانیزهX پیچ شیروانیX پیچ سرتختX پیچ ساختگیX پیچ انواع کاربردهای پیچ و مهره: نفت گاز پتروشیمی.صنعت ساختمان.سازه های فضایی. صنایع خودروسازی.صنعت سدسازی.راه آهن و مترو.آب و فاضلاب.صنایع پل سازی.صنایع نیروگاهی.دکلهای برق ومخابرات.10
بایگانی برچسب برای: بولت صفحه ستون

عکس انواع پیچ ومهره و خار
تولید وتامین انواع پیچ و مهره شش گوش,پیچ فولادی, استادبولت, بولت صفحه ستون, پیچ آلن, پیچ آهنی, پیچ خود کار, پیچ سر استوانه ای دوسو وچهارسو, پیچ سر تخت خزینه , پیچ شش گوش, پیچ های بولت و شش گوش,شرکت نفتی,ادوات کشاورزی,پل سازی,راه سازی,کشتی سازی,ماشین سازی. پیچ فولادی 8.8 – 10.9-H.V




پیچ دنده درشت آمریکایی
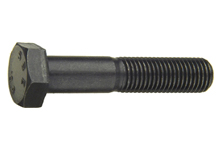
پیچ دنده ریز آلمانی

پیچ دنده ژاپنی
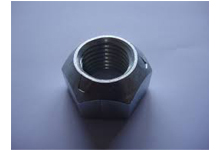
انواع مهره

مهره واشر دار (فلنجی)

مهره شش گوش

مهره H.V 10_9

مهره سر بسته

مهره شرکت نفتی H2

مهره باریک شش پر

مهره عریض شش پر

مهره چشمی

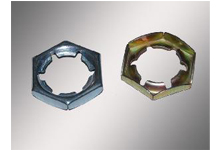
مهره های چهارگوش

مهره های قفل دار (کاسه نمدی)
مهره قفلی

مهره ریلی

مهره های خاردار

مهره خشکه

مهره خروسکی

مهره چاکنت

مهره چاکدار

مهره جوشی

مهره جوشی چهارگوش

مهره باریک
انواع الن

آلن باسر(8.8-10.9-12.9)

آلن مغزی

آلن سرخزینه (سرتخت)

آلن سرقارچی

آلن گل کوتاه

پیچ کارتر آچاری(کورکن آچاری)

پیچ کارتر مغزی(کورکن مغزی)

پیچ کارترمغزی(کورکن مغزی)
واشر

واشر تخت خشکه H.V
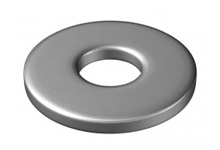
واشر تخت

واشر فنری

واشرهای خاص و شاخص كشش

واشر چهارگوش

واشر NMG 454

واشر REES

واشر خار DIN6799

واشر خار چشمی

واشر خار شفت

واشر تخت فنری

واشر خورشیدی

واشر داخل چهارگوش
واشر قفلی

واشر هزار خار
انواع پیچ های سرمته ای

پیچ سرمته ای

پیچ استوانه

پیچ خودکار

پیچ خودکار واشردار

پیچ خودکار سرتخت
انکر بولت

Eye بولت

انكر بولت با گل مربعی و شش گوش

انكر بولت های J، U، L شكل

رول بولت (هیلتی)

انکر بولت کرپی
استاد بولت

استاد بولت

استاد بولت دو سره
قطعات خاص وسایر….

پیچ چشمی

پیچ های اتاقی

T پیچ

گیرسخور کج

پیچ های سر مربعی

دوسره

خار نخنی

پیچ های سر خزینه ای

خار چهارپهلو

پین

پین سوراخ دار

پیچ های جوشی

پیچ گل سپری

پیچ فیت بولت

پیچ سوکی

پرچ انبری

بوش

بوش لبه دار

اشپیل
 اشپیل سنجاقی
اشپیل سنجاقی
مشخصات پیچ های تولیدی در ایران
۱-۵: تنش گسیختگی FU در پیچ که با توجه به نحوه ی تولید پیچ های پرمقاومت در ایران، طراحان باید به مورد مهمی در طراحی سازه توجه کند. در تولید پیچ، به دلیل استفاده ی تولیدکنندگان از فن آوری و تجهیزات آلمانی، آیین نامه ی مرجع DIN آلمان می باشد، اما آیین نامه ی طراحی براساس مبحث دهم، برگرفته از علایم استانداردهای آمریکایی می باشد. در آیین نامه های آمریکایی، رده ی پیچ بر اساس مقاومت طبقه بندی شده است در حالی که در آیین نامه های آلمانی بر اساس شکل عملکرد پیچ دسته بندی صورت گرفته است. طراح باید به این نکته توجه داشته باشد که در محاسبات و نیز نقشه ها از علامت های آلمانی استفاده کنند چرا که پیچ موجود در بازار ایران بر این اساس می باشد.
۱-۱-۵ دسته بندی پیچ براساس مبحث دهم از مقررات ملی ساختمان براساس جدول زیر است:
کد پیچ
استحکام کششی نهایی Fu
تنش مجاز کششی Fy
A307
۴۲۰۰ kg/cm
۳۰۰۰ kg/cm
A 325
d < 25.mm.8250 kg/cm
d < 25 m.m , 6400 kg/cm
d>25mm,7250 kg/cm
d< 25mm,5600 kg/cm
A 490
۱۰۰۰۰ kg/cm
۹۰۰۰ kg/cm
کد پیچ
ردهی مقاومت
استحکام کششی
تنش مجاز کششی F
نوع عملکرد
مقدار رزوه
DIN931
۸٫۸
۸۰۰۰ KG/CM
۶۴۰۰ KG/CM
اتکایی
نیم روزه
۱۰٫۹
۱۰۰۰۰ KG/CM
۹۰۰۰ KG/CM
DIN933
۸٫۸
۸۰۰۰kg/cm
۶۴۰۰ kg/cm
اتکایی
تمام روزه
۱۰٫۹
۱۰۰۰۰ kg/cm
۹۰۰۰ kg/cm
DIN6914-HV
۱۰٫۹
۱۰۰۰۰ kg/cm
۹۰۰۰kg/cm
اصطکاکی
نیم رزوه
۲-۵: تعریف رده ی مقاومتی پیچ: رده ی مقاومتی در پیچ ها براساس DIN با سه عدد ۱۲٫۹,۱۰٫۹,۸٫۸ تعریف شده است که در ایران رده ی ۱۲٫۹ تولید نمی شود. البته این آیین نامه رده های مقاومتی ۵٫۶,۴٫۶ را نیز برای پیچ های معمولی تعریف نموده است. از آن جا که با توه به بند ۱۰-۳-۵-۳ مبحث دهم ویرایش ۱۳۸۷، در اتصالات لرزه ای تنها باید از پیچ های پرمقاومت استفاده شود، این نوع پیچ ها در طراحی اتصالات اصطکاکی کاربردی ندارد، ضمن آن که تولید این نوع پیچ نیز در کشور ما بسیار محدود می باشد. این عدد معرف مقدار تنش جاری شدن و تنش گسیختگی پیچ می باشد. به عنوان مثال، در رده ی مقاومتی ۸٫۸، منظور از ۸ اول حداقل مقاوت نهایی پیچ برابر ۸۰۰۰ Kg/m و منظور از ۸٫ مقدار تنش جاری شدن پیچ برابر با ۰٫۸*۸۰۰۰=۶۴۰۰ Kg/cm می باشد.
آشنایی با وسایل بستن و پیش تنیدگی در اتصالات:
۱-۶٫ وسایل دستی: این ابزار شامل آچار رینگی، بست (Spanner) و ابزاری از این دست بوده که بیشتر برای بستن پیچ ها در اتصلاات اتکایی کاربرد دارد. این ابزار برای پیش تنیدگی اتصالات اصطکاکی کاربردی ندارد.
۲-۶٫ وسایل ماشینی: چون یک کارگر تانایی لازم برای پیش تنیدگی پیچ های اتصالات اصطکاکی را ندارد، به ناچار باید از وسایل ماشینی برای این مقصود استفاده نمود. این وسایل امل ابزار مختلفی ست که پرکاربردترین آن ها عبارتند از:
۱-۲-۶ آچار هیدرولیک: این وسیله با فشار روغن کار کرده و در سازه های فولادی کاربرد زیادی نداشته و بیشتر در مخازن تحت فشار استفاده می شود.
۲-۲-۶ آچار بادی: در کشور ما، برای سازه های فولادی بیشتر از این وسیله استفاده می شود. این ویسله دارای انواع و اندازه های گوناگون بوده و کارکردن آن با فشار زیاد می باشد. به همین دلیل باید از کمپرسور باد برای تامین نیروی آن استفاده نمود. در این روش با استفاده از باد پرفشار و ضربه زدن، پیچ ها سفت می شود.
۳-۲-۶ آچار برقی: این وسایل همان گونه که از نامشان پیداست با برق کار می کند. این ابزار در کشور ما رایج نیست که شاید به دلیل گرانی ابزار و هزینه ی تامین و نگهداری بالا باشد.
۳-۶٫ به طور کلی به ابزار سفت کردن و پیش تنیدن پیچ ها Impactor گفته می شود می شود نکته ی مهم هنگام استفاده از این ابزار عدم آگاهی از میزان گشتاور ایجاد شده و میزان پیش تنیدگی پیچ می باشد که مورد بسیار مهمی در زمینه ی ایجاد یک اتصال درست در هنگام اجراست.
۱-۳-۶: ترک متر (Torque Meter): همان گونه که اشاره شد، با ساتفاده از ابزار دستی یا ماشینی برای سفت کردن پیچ ها ی اتصال سازه، نمی توان میزان گشتاور ایجاد شده و پیش تنیدگی حاصل از آن را به دست آرد. برای رسیدن به پیش تنیدگی در پیچ های یک مجموعه اتصال، باید میزان گشتاور پیچشی مشخص شود که برای این کار از وسیه ای به نام ترک متر استفاده می شود. این وسیله دارای نشانگری ست که به کمک آن می توان مقدار گشتاور پیچشی وارد بر پیچ را اندازه گیری نمود.
۲-۳-۶: چندکاره (MultiPlayer): در مورد پیچ های تا سایز M20 (سایزهای پایین) می توان انتظار داشت که نیروی یک کارگر معمولی توان سفت کردن آن را داشته باشد، اما، برای سایزهای بزرگتر از آن که نیروی کارگری تامین کننده ی میزان سفت شدگی نیست، باید از دستگاه چندکاره که در اصطلاح به آن مولتی پلایر گفته می شود استفاده نمود. این دستگاه دارای انواع گوناگونی است که براساس شاخصه ی نسبی با افزایش نیوی دست کارگر تقسیم بندی شده است. به عنوان مثال، مولتی پلایر، ۱:۲ میزان نیروی دست کارگر را دو برابر و ولتی پلایر ۱:۵ میزان نیروی دست کارگر ار پنج برابر می کند.
۳-۳-۶: به طور ممول در پروژه های ساخمانی، از ترکیب ترک متر و مولتی پلایر برای سفت کردن و پیش تنیدن پیچ های اتصالات سازه های فولادی استفاده می شود.
روش های پیش تنیدن در پیچ های اتصالات فولادی:
استانداردهای گوناگون هر کدام روش هایی را برای پیش تنیدگی پیچ ها معرفی کرده و به رسمیت شناخته اند. یکی از معتبرترین استانداردها در این زمینه، استاندارد کمیه ی RCSC که از کمیته های زیمجموعه ی AISC می باشد بوده و چهار روش کاربردی را برای پیش تنیدگی در پیچ معرفی نموده است:
۱-۷٫ استفاده از آچار کالیبره: در این روش به طور روزانه از هر پیچ تعداد سه نمونه ی پیچ، مهره و واشر انتخاب شده و کالیبره می شود. به منظور کالیبراسیون نمونه ها از یک دستگاه (اسکید مور ویلهلم) استفاده می شود و به کمک ترک متر میزان گشتاور مشخص براساس مشخصات نقشه ها یا جدول ۱۰و۴و۴ آیین نامه ی مبحث دهم تنظیم شده و برای همه ی پیچ های مشابه مکاربردی در همان روز به کار گرفته می شود. نکته ی بیار مهم در عدم برابری میزان پیش تنیدگی بین پیچ ها با مقدار ی گشاور اعمال شده ی ثابت است. یعنی وقتی برایسه نمونه پیچ یک میزان گشتاور اعمال شود، مقدار نیوی پیش تنیدگی نمیاش داده شده در دستگاه اسکید مور ویلهلم متفاوت است. بررسی های نشان داده که از میزان گشتاور اعمال شده، حدود هتاد درصد صرف غلبه بر اصطکاک موجود بین رزوه ها و نیز اصطکاک بین سطح مهره بر روی واشر شده و تنها کمتر از بیست درص گشتاور اعمال شده جهت پیش تنیدگی به کار می رود. در نتیجه آیین نامه کالیبراسیون، با این روش را با توجه به دما، شرایط محیطی و مسایلی از این دست برای هر بچ به صورت روزانه بهرسمیت می شناسد.
۲-۷٫ استفاده از واشرهای ویژه (DTI Washers): این واشرها دارای برامدگی هایی ست که برای هر سیا پیچ کالیبره شده است. روش کار به این صورت است که آن را درون اتصال قرار داده و پیچ سفت شده، سپس با اعمال نیروی بیشتر تا حد پیش تنیدگی برای ن سایز، برآمدگی های روی واشر تخت می شود. پس از آن با چشم و یا با استفاده از فیلر کنترل انجام می گیرد که تخت شدگی کامل واشر نشانه ی رسیده به میزان پیش تنیدگی لازم برای پیچ می باشد. در این روش نیازی به استفاده از ترک متر نمی باشد. البته نوع دیگری از این واشرها موجود است که به جای برآمدگی دارای یک نوع کپسول سیلیکونی رنگی ست که با رسیدن به پیش تنیدگی لازم، کپسول سیلیکونی ترکیده و رنگی قرمز از خود تراوش می کند که به راحتی و با چشم، می توان پیچ های پیش تنیده را از غیر پیش تنیده تشخیص داد. به منظور اطمینان از کیفیت واشرهای DTI ، باید همه ی الزامات استاندارد ASTM F 959M در ساخت، تولید و بازرسی این قطعات به کار گرفته شده باشد.
۳-۷٫ استفاده از بولت های ویژه (Twist off Bolt): این روش که گاهی به آن TC Bolt نیز می گویند، این نوع پیچ ها دارای یک قسمت اضافی پایینی بوده که با سفت شدن کامل پیچ به وسیله ی آن آچارهای ویژه ی خود، مهره در حهت عقربه های ساعت چرخانده شده، و بخش اضافی را در خلاف حرمت عقربه های ساعت می چرخاند، که این باعث بریده شدن قسمت اضافی پایینی پیچ شده که نشانه ی پیش تنیدگی پیچ می باشد. این روش بسیار دقیق اما غیرکاربردی ست، چون نیاز به فضای کافی برای قرارگیری آچار مخصوص داشته و همچنین برای سفت کردن پیچ تنها باید از آچارهای ویژه استفاده نمود.
۴-۷٫ استفاده از چرخش مهره: در این روش ابتدا پیچ ها را تا اندازه ای که قابل سفت شدن می باشد، بسته و سپس، روی بدنه مهره و میله ی پیچ را علامت گزاری کرده، آن گاه به میزان دوری که براساس طول و قطر در آیین نامه مشخص شده، تولید کننده پیچ و مهره چرخش اضافه بر مهره اعمال می شود. طبق جدول ۱۰و۴و۲ مبحث دهم چرخش لازم برای پیش تنیده کردن پیچ ها آورده شده که تنها برای سطوح بدون شیب کاربرد دارد. برای همه ی سطوح می توان از جدول زیر استفاده نمود:
وضعیت قرارگیری سطوح اتصال بر روی هم
طول پیچ
هر دو سطح شیب دار کمتر از ۱:۲۰
یک سطح شیب دار کمتر از ۱:۲۰
سطوح روی هم بدون شیب
۳/۲ دور
۲/۱ دور
۳/۱ دور
برابر یا کمتر از چهار برابر قطر
۶/۵ دور
۳/۲ دور
۲/۱ دور
بزگتر از چهار بابر تا کوچکتر مساوی هشت برابر قطر
یک دور کامل
۶/۵ دور
۳/۲ دور
بزرگتر از هشت برابر تا کوچکتر مساوی دوازده برابر قطر
۵-۷٫ در اتصلات پیچی سوراخ ها بر روی خط مستقیم در جهت نیرو یا عمود بر آن در یک یا چند ردیف تعبیه می گردد. چنان چه تعداد سوراخ ها زیاد باشد می توان شکل قرارگیری سوراخ ها را به صورت زیگراگ اجرا نمود. فاصله ی بین سوراخ ها به صورت یکنواخت و هماهنگ با قطر سوراخ انتخاب می شود.
انواع سوراخ ها: در اتصالات پیچی براساس آیین نامه های طراحی AISC و مبحث دهم از مقررات ملی ساختمانی ایران، انواع سوراخ به شرح زیر طبق بندی می شود:
الف سوراخ استاندارد گرد
ب سوراخ بزرگ شده گرد
سوراخ لوبیایی بلند
سوراخ لوبیایی کوتاه
ث سوراخ لوبیایی (بلند یا کوتاه) عمود بر جهت نیرو
۱-۸٫ آیین نامه ی AISC در اتصالات اصطکاکی تنش های مجاز برشی برای پیچ های پرمقاومت را براساس وضعیت سطوح ورق های در حال تماس و نیز نوع سوراخ بیان می کند. آیین نامه مذکور سطوح تماسی که تمیز بوده و لایه ای از اکسید اصل از نورد گرم در روی آن قرار داشته باشد را کلاس A می نامد و برای وضعیت های مختلف سطوح طی جدولی تنش های برشی مجاز را ارائه می کند.
۲-۸٫ مبحث دهم از مقررات ملی ساختمانی ایران تنش های مجاز برشی در اصالات اصطکاکی را بر اساس نوع سوراخ بیان می نماید. سوراخ استانارد طبق تعریف آیین نامه ی ایران سوراخی است که قطر آن ۲ میلی متر از قطر پیچ بیشتر است. در حالی که آیین نامه AISC سوراخی را استاندارد می نامد که قطر ن به طور دقیق برابر قطر پیچ باشد. از نظر اجرایی تعریف آیین نامه ی AISC امکان پذیر نیست، بلکه حتما می توان گفت که تعریف آیین نامه ی ایران برای سوراخ استاندارد نیز بسیار دشوار اجرا می گردد. در نتیجه در محاسبات بیشتر محاسبان فرض را غیراستاندارد بودن سوراخ ایجاد شده در حالت اصطکاکی (با توجه به بخش ب از بند ۱۰و۱و۱۰و۳ و بند ۱۰و۳و۵و۳ ویرایش ۱۳۸۷ مبحث دهم، اتصالاتی که در سیستم لرزه بر مشارکت ندارند) گذاشته و کنترل ها را بر اساس سوراخ بزرگ در نظر می گیرند، و در اتصالات اتکایی تاکید بر استاندارد بودن سوراخ دارند، چرا که در هر حال اجرای سوراخ استاندارد در عمل کار آسانی است.
۳-۸ فاصله ی بین سوراخ ها در بازه ی مقادیری مشخص می باشد. مقدار کمینه برای فاصله ی سوراخ ها به دو جهت است، یکی جلوگیری از گسیختگی و پارگی ورق و دیگری اجرایی بودن کار و فراهم کردن فضای مناسب برای بستن پیچ، مقدار پیشینه ی سوراخ ها پیروی سه دلیل است. نخست آن که بتوان توزیع به نسبت واقعی تری از نیروی در اتصال داشته و همنواختی یکسانی آن را در پیچ ها به وجود آورد، تا فرض صلب بودن ورق تامین شود، دوم این که با کم کردن فاصله، طول موج کمانشی حاصل از نیروی فشاری را نیز به کمترین مقدار ممکن رساند از کمانش موضعی جلوگیری شود، و آخرین دلیل هم این که از باز شدن درز بین ورق های اتصال و خطر زنگ زدگی ورق جلوگیری نمود.
۴-۸٫ فاصله ی کمینه بین سوراخ ها بر اساس جدول زیر در واحد کیلوگرم سانتی متر است
۵-۸ فاصله ی کمینه ی سوراخ ها با لبه ی کناری براساس جدول زر در واحد کیلوگرم سانتی متر است:
۶-۸:مبحث دهم از مقررات میل ساختمانی ایران محدودیت های زیر را برای سوراخ های اتصالات پیچی در نظر می گیرد:
الف) سوراخ های بزرگ فقط در اتصالات اصطکاکی مجاز است.
ب) سوراخ های لوبیایی کوتاه در تمام امتدادها در اتصالات اصطکاکی مجاز هستند و در اتصالات اتکایی امتداد طولی سوراخ باید عمود بر امتداد نیرو باشد.
ب) در اتصلالات اتکایی، سوراخ های لوبیایی بلند فقط در امتداد عمود بر مسیر نیرو مجاز هستنند و در اتصالات اصکاکی فقط می توانند در یکی از ورق های اتصال و در هر امتداد اختیاری وجود داشته باشد.
۷-۸ . سوراخ های لوبیای و بزرگ به دلایل زیر در اتصالات تعبیه می شوند:
الف. در اتصالات اتکایی و یا اصطکاکی که در آن ها به دلایلی نیروی پیش تنیدگی کاهش یا حذف می شود. هنگامی که اتصال تحت بارهای دینامیکی قرار می گیرد احتمال تماس تنه ی پیچ با دیواره سوراخ در دفعات مکرر وجود دارد. تعبیه ی سوراخ های بزرگ یا لوبیایی موجب عدم تماس تنه پیچ با دیواره ی سوراخ به ویژه دراثر پدیده ی خستگی خواهد شدو
ب. تعبیه ی سوراخ های بزرگ و لوبیایی شرایط مناسب تری برای مونتاژ، تنظیم و رواداری پیچ ها در اتصال فراهم می نماید.
پ تعبیه ی سوراخ های بزرگ و لوبیایی از وقوع تنش های ناشی از دما و نیز تنش های مرتبه ی دوم جلوگیری می کند.
۸٫۸ در رابطه با قطر پیچ، باید توجه داشتدر ایران قطرهای تولید نمی شود. در نتیجه در طراحی هیچ گاه از این دو نمره نباید استفاده کرد.
جمع بندی:
۱-۱۱ با توجه به این که در حال حاضر در کشور ما قطرهای M18 و M33 تولید نمی شود، در طراحی سازه های فولادی با اتصالات پیچ و مهره، از این دو سایز نباید استفاده کرد.
۲-۱۱٫ از آن جا که سیستم تولید پیچ و مهره در کشور ما و در حال حاشر براساس استانداردهای اروپایی می باشد، از مشخات پیچ بر اساسا DIN آلمان در طراحی و نقشه ها باید استفاده نمود.
۳-۱۱٫ با توجه به سیستم تولید پیچ در ایران، در طراحی اتصالات اصطکاکی، تنها از پیچ DIN 6914-HV باید استفاده شود. که این پیچ تنها دارای رده مقاومتی ۱۰٫۹ می باشد.
۴-۱۱ . با توجه به برتری روش تولیدی فورج سرد به فورج گرم و تولید قطعات پیچ تا سایز m24 به این روش در کشور ما، تلاش باید نمود تا در طراحی ها تا حد امکان بیش از این سایز استفاده نشود. همچنین در مشخصات نقشه ها و دستور کارهای ساخت و نصب، بر خرید پیچ های با پوشش غیرفلزی (رنگی) باید استفاده نمود.
۶-۱۱٫ تا حد امکان باید کوش شود که خرید پیچ و مهره از کارخانه ی سازنده صورت گیرد تا گواهی نامه های مرغوبیت و سایر گواهی های تطابق در دسترس باشد.
۷-۱۱٫ در هنگام نمونه گیری و انجام آزمایش توسط آزمایشگاه های مقاومت مصالح، بازرسی دقیق و مستقیم صورت پذیرد.
۸-۱۱٫ با توجه به شرایط موجود، روش چرخش اضافی مهره ارزان ترین و قابل اطمینان ترین روش پیش تنیدگی در اتصالات اصطکاکی در کشور ماست
مرجع طراحی اتصالات سازه های فولادی
معرفی کتاب:
طراحی اتصالات از مهم ترین بخش های طراحی در سازه های فولادی می باشد. به طور کلی تعریف نوع قاب نیز براساس نوع و رفتار اتصال صورت می گیرد.اتصالات به سه دسته ی مفصل، نیمه صلب و صلب تقسیم می شود که دو دسته ی اتصالات مفصلی و صلب بیشترین کاربرد را در طرای سازه های فولادی دارد.
در حال حاضر، همه ی این اتصالات بیشتر به دو روش جشی و پیچی اجرا می شوند و روش پرچی اکنون متداول نمی باشد. اتصالات از نظر محل آن نیز به چند دسته تقسیم می شود مانند اتصال تیر به ستون تیر به تیر ستون به کف ستون بادبند و غیره.
طراحی و محاسبه ی یک سازه به کمک نرم افزارهای رایج صورت می گیرد که به طور عموم طراحی اتصالات در حیطه ی طراحی نرم افزاری نبوده و به روش محاسبات دستی صورت می گیرد.
کتاب مرجع طراحی اتصالات سازه های فولادی که توسط مهندس امیر تولایی و مهندس علیرضا کافیان نگاشته شده است. روش جامع طراحی اتصالات را بر اساس فرمولر گام به گام جهت سهولت دستیابی به روش محاسبات اتصالات براساس نحوی اتصالات بر مبنای محل و نیز روش اتصال و دسته بندی نوع آن به تفکیک ارایه داده است که شامل تقسیم بندی زیر می باشد:
اتصالات تیر به ستون
اتصالات مفصلی
اتصالات به کمک نبشی جان
روش اتصال جوشی
روش اتصال پیچی
اتصال بانشیمن نبشی (تقویت شده)
روش اتصال جوشی
روش اتصال پیچی
اتصال بانشیمن براکت (تقویت شده)
روش اتصال جوشی
اتصالات صلب
اتصال با ورق نشیمن به بال
روش اتصال جوشی
روش اتصال پیچی
اتصال با ورق نشیمن به جان
روش اتصال جوشی
روش اتصال پیچی
اتصال با سخت کننده ی T به جان
روش اتصال جوشی
روش اتصال پیچی
اتصال فلنجی (ورق انتهایی)
اتصال شاخه درختی در قاب صنعتی (کنج زانویی)
اتصال ساعتی در قاب صنعتی
اتصالات نیمه صلب

اتصالات پیچ و مهره سازه های فولادی
چکیده:
یکی از مهم ترین اجزای سازه های فولادی که وظیفه ی انتقال نیروهای اعضا به یکدیگر و به تکیه گاه ها را بر عهده دارد، اتصالات میان اعضا می باشد. اتصالات پیچی به دلیل سرعت بسیار بالا در اجرا و اطمینان از رفتار آن ها به گونه ی مورد انتظار و شکل صنعتی مطلوب ساخته سازه ای، از بهترین انواع اتصال در سازه های فولادی بوده که در سال های اخیر مورد توجه فراوان قرار گرفته است. اما، در روند ساخت این نوع سازه ها، با توجه به تکنولوژی تولید و ساخت در کشور ما، مواردی از عدم اجرای دست و اصولی دیده می شود. در این مقاله تلاش شده است تا با گرداوری نکات آیین نامه ای و روند تولید با توجه به فرآوری و تکنولوژی موجود، نکاتی را در طراحی، اجرا و از همه مهم تر بازرسی سازه های فولادی با اتصالاتی پیچی ارایه گردد.
واژگان کلیدی: اتصالات سازه های فولادی، عملکرد اصطکاکی و اتکایی، پیش تنیدگی، آزمایش های پیچ و مهره ای.
پیشگفتار
اتصالات در همه ی سازه ها از جمله ساز های فولادی یکی از اجزای سازه بوده و عامل اصلی یکپارچگی سیستم های سازه ای می باشد. به طور کلی تعریف نوع قاب نیز بر اساس نوع و رفتار اتصال صورت میگیرد. یک اتصال ضعیف و نامناسب می تواند منجر به یک سری زوال های پی در پی و بنیادی در سازه های فولادی گردد. از آن جا که زوال دیگر اعضای سازه ای خیلی کم اتفاق می افتد، بسیاری از زوال های سازه ای ناشی از طراحی ضعیف اتصالات و یا ضعف در جزییات اجرایی می باشد که با اندکی دقت در نحوه ی شکست بیشتر سازه های فولادی تحت بارگذاری های گوناگون، قابل مشاهده است که ضعف اتصال چگونه می تواند عاملی بسیار تعیین کننده در خرابی سازه های فولادی باشد.
انواع عملکرد اتصالات پیچی:
انواع اتصال های پیچی: به طور کلی دو فلسفه در عملکرد اتصالات پیچی که عبارتند از: اتصال اتکایی و اتصال اصطکاکی.
۱-۲٫ عملکرد اتصال اتکایی: در عملکرد اتکایی، پیچ درون سوراخ صفحات اتصال قرار می گیرد و مهره بسته می شود. هنگامی که بار خارجی به پیچ وارد میشود، قطعات اتصال لغزش پیدا می کنند که در اثر آن، یک نیروی فشاری به لبه های اتصال وارد می شود که تبدیل به نیروی برشی در پیچ می گردد. این اتصال تنها برای حالت بارگذاری ثقلی می باشد و در طرح لرزه ای نباید از این نوع عملکرد در اتصال استفاده نمود. در این نوع اتصال هیچ نیروی پیش تنیدگی در پیچ ایجاد نمی شود و برای اجرای این اتصال، تنها سفت کردن پیچ به وسیله ی کارگر کفایت می کند.
۲-۲٫ عملکرد اتصال اصطکاکی: هنگامی که پیچد درون سوراخ صفحات اتصال قرار می گیرد، علاوه بر مهره باید از واشر نیز استفاه نمود. باید توجه شو که واشر مصرفی در اتصال اصطکاکی نباید از نوع واشر فنری باشد بر اساسا بند ۱۰-۳-۵-۳ مبحث دهم ویرایش ۱۳۸۷، در طراحی لرزه ای تنها باید از این فلسفه ی طراحی در اتصال استفاده شود. به عبارتی دیگر، در رطاحی همه ی اتصالات قاب های خمشی و قاب های دوگانه و نیز اتصالات بادبندی و وصله ی ستون های باربر جانبی در قاب های ساده باید از این نوع عملکرد استفاده نمود. در این نوع اتصال، علاوه بر سفت کردن نخستین پیچ، باید به مقداری که در طراحی مشخص شده است، نیروی پیش تنیدگی نیز در پیچ ایجاد شود. با اعمال نیروی پیش تنیدگی، در پیچ تحت کشش قرار گرفته و با اعمال بار، بین صفحات اتصال اصطکاک به وجود می آید که باعث عدم لقی و کارکرد کامل اتصال می شود. باید در نظر داشت که شکل پیچ در اتصال اصطکاکی با شکل پیچ در اصتلا اتکایی متفاوت است. به طوری که پیچ های اتصال اصطکاکی دارای سرپیچ بزرگتر هستند.
۱-۲-۲-: زمانی که یک پیچ بر مقاومت بدون کشش اولیه، تحت اثر نیروی کششی خارجی قرار می گیرد، نیروی کششی درون پیچ با نیوی اعمال شده برابر می گردد. در صورتی که پیچ پییش تنیده (پیش کشیده) شده باشد، درصد بسیار زیادی از نیروی کششی خارجی صرف ایجاد نیروهای فشاری و یا گیره ای اعمال شده به اجزای اتصال می شود. به دلیل آن که به طور معمول کشش به وجود آمده در پیچ های پرمقاومت ناشی ا نیروی کششی خارجی در لحظه ی جدا شدن قطعات از یکدیگر نزدیک به ده درصد بیش از کشش در آغاز بارگذاری می باشد، لذا باید همه ی پیچ هایی که تحت اثر کشش مستقیم قرار دارند، پیش کشیده شوند.
۲-۲-۲-: الزامات ضریب اصطکاک سطوح فولادی در اتصالات اصطکاکی: به طور کلی اصطکاک حاصل دو عامل می باشد، یکی زبری سطح و دیگری نیوی پیش تنیدگی. در طراحی فرض بر رنگ نشدن و وجود زبری مناسب سطوح اتصال می باشد، در نتیجه هنگامی که قطعات نصب می شوند، باید همه ی سطوح اتصال (شامل سطوح مجاور سرپیچ ها و مهره ها) از قسمت های پیوسته شده و دیگر مواد زاید عاری بوده و به ویژه سطوح تماس اتصالات اصطکاکی باید به طور کامل تمیز باشد و اثری از پوسته ی زنگ، رنگ، لاک، انواع روغن و مصالح دیگر در آن ها وجود نداشته باشد. بنابراین پس از این که اتصال به وجود آمد، محل همه ی پیچ های بسته شده رنگ آمیزی می شود.
۳-۲٫ محدودیت های اتصالات پیچی: بر اساس فصل ۱۰-۱-۱۰ مبحث دهم، برای اتصالات زیر باید از اتصال اصطکاکی با پیچ پرمقاومت یا اتصال جوشکاری شده استفاده شود:
۱-۳-۲- وصله ی ستون ها در سازه های با ارتفاع ۶۰ متر و بیشتر.
۲-۳-۲ وصله ی ستون ها در سازه های با ارتفاع بین ۳۰ تا ۶۰ متر در صورتی که نسبت بعد کوچک پلان به ارتفاع در آن ها از ۴۰ درصد کمتر باشد.
۳-۳-۲٫ وصله ی ستون ها در سازه های با ارتفاع کمتر از ۳۰ متر در صورتی که نسبت بعد کوچک پلان به ارتفاع در آن ها از ۲۵ درصد کمتر باشد.
۴-۳-۲٫ در سازه های با ارتفاع بیش از ۴۰ متر، برای اتصال همه ی تیرها و شاه تیرها به ستون ها و یا اتصالات هر نوع تیر یا شاه تیری که مهار ستون ها با آن ها مرتبط باشد.
۵-۳-۲٫ همه ی سازه هایی که جرثقیل های با ظرفیت بی از ۵ تن تحمل می کنند. وصله ی خرپاها یا تیرهای شیب دار سقف، اتال خرپاها به ستون ها، وصله ی ستون ها، مهار ستون ها، مهار زانویی بین خرپای تیر سقف و ستون و تکیه گاه های جرثقیل مشمول این امر می باشند.
۶-۳-۲- در اتصالات تکیه گاه های اعضایی که ماشین های متحرک یا بارهای زنده از نوعی را تحمل می کنند که تولید ضربه و یا معکوس شدن تنش ها را به همراه داشته باشند.
۷-۳-۲٫ هر اتصال دیگری که در نقشه های طرح و محاسبه قید شده باشد.
آشنایی با روش های تولید پیچ:
۱-۳٫ روش های نورد و ساخت پیچ: پیچ ها به طور کلی به دو روش فورج سرد و فورج گرم تولید می شوند. روش فورج سرد دارای عیوب کمتر و کیفیت بهتری نبست به فورج گرم می باشد. همچنین باید دانست که در حال حاضر در کشور ما، تنها تا سایز M24 به روش فورج سرد تولید می شود که به این نکته در طراحی باید توجه نمود.
۲-۳٫ روش های پوشش دهی پیچ بر اساس ASTM: ممکن است پس از ساخت، پیچ ها برای جلوگیری از خوردگی پوشش دهی شوند. روش های پوشش دهی عبارتند از:
الف_ پوشش گالوانیزه ی سرد یا الکترولیز،
ب- پوشش گالوانیزه ی مکانیکی (که در ایران کمتر تکنولوژی آن وجود دارد).
پ – پوشش گالوانیزه ی گرم یا غوطه وری گرم
ت- پوشش غیر گالوانیزه یا رنگی.
آیین نامه ی ASTM به طور اکید توصیه می کد که برای پیچ های رده ی ۱۰٫۹ از هیچ پوشش فلزی استفاده نشود، چرا که امکان به وجود آمدن ترک های هیدروژنی در پیچ وجود خواهد داشت. در نتیجه باید توجه داشت که در محیط های خورنده از پوشش های غیر گالوانیزه با گالوانیزه در مرحله ی اسیدشویی ست که باعث فعال شدن یون هیدروژن در فولاد پیچ می شود، در حالی که در روش غیرگالوانیزه، از روش شات بلاست یا پاشش ریزدانه ی فولادی به جای اسیدشویی استفاده می شود.
آزمایش های پیچ، مهره و واشر:
به طور کلی آزمایش های زیر برای ست پیچ و مهره و واشر انجام می شود:
۱-۴٫ آزمایش های ابعادی
۲-۴٫ آزمایش های متالوژیکی
۳-۴٫ آزمایش های مکانیکی
۴-۴٫ آزمایش های پوشش مقاوم خوردگی
آزمایش های ابعادی و نیز متالوژیکی در هنگام تولید پیچ و مهره و واشر، در کارخانه ی سازنده انجام می شود. آزمایش های مکانیکی پس از تولید پیچ و مهره و واشر، در کارخانه ی سازنده یا آزمایشگاه های مقاومت مصالح انجام می گیرند. آزمایش های مکانیکی برای مهندسان طراح و بازرسان دارای اهمیت می باشد. به طور کلی آزمایش های مکانیکی شامل آزمایش های کشش، سختی سنجی و ضربه می شود. آزمایش کشش خود شامل سه نوع آزمایش می شود که عبارتند از : آزمایش بار گواه، آزمایش کشش گوه ای بر روی نمونه ی کامل و ازمایش کشش بر روی نمونه ی ماشین کاری شده.
۱-۴-۴٫ آزمایش ضربه: در آزمایش ضربه که به آن تاب نمونه ی زخم دار نیز می گویند، یک نمونه از مصالح مورد استفاده را برداشته، به کمک دستگاه پاندول دار و سقوط آزاد پاندول، قطعه شکسته شده و خمیزان انرژی جذب شده ی آن را اندازه گپیری می کنند. آزمایش ضربه برای پیچ اجباری نیست اما در صورت امکان باید آن را انجام داد.
۲-۴-۴٫ آزمایش کش: این آزمایش از آزمایش های بسیار معمول باری پیچ می باشد. در آزمایش کشش، پس از بستن کامل پیچ با یک مهره از رده ی مقاومتی بالاتر بر روی دستگاه کشش، با سرعتی مناسب پیچ تا حد تنش تسلیم زیر کشش قرار گرفته و سپس به مدت ده ثانیه در همین حالت باقی می ماند سپس بار کششی از روی پیچ برداشته می شود. در این آزمایش هیچ گونه شکست یا افزایش طول همیشگی در پیچ نباید وجود داشته باشد.
۳-۴-۴٫ آزمایش کشش گوه ای: پس از آزمون کشش این آزمایش بر روی پیچ انجام می شود. الزام آیین نامه برای انجام آزمایش کشش بر روی نمونه ی کامل و واقعی پیچ و مهره ی استفاده شده در پروژه است، مگر در مورادی که محدودیت ظرفیت دستگاه آزمایش وجود دارد و یا طول پیچ خیلی کوتاه است که در این حالت از نمونه ی ماشین کاری شده استفاده می شود. در این آزمایش باید دست کم به مقدار چهار رزوه ی کامل از پیچ بین فک های دستگاه قرار بگیرد. حداکثر سرعت دستگاه نباید از mm/min 25 بیشتر باشد. شکست به وجود آمده تنها باید در بدنه ی پیچ باشد و در صورت بروز شکست در محل اتصال سرپیچ به بدنه، حتی اگر به مقاومت مورد نیاز نیز رسیده باش، نمونه مورد پذیرش نیست. این شکست در پیچ های ساخته شده به روش فورج گرم بیشتر مشاهده می شود و بر همین اساس تا حد امکان باید از پیچ های ساخته شدهبه روش فوج سرد استفاده شود. از آن جایی که در ایران و در حال حاضر تنها تا قطر M24 به روش فورج سرد تولید می شود، در طراحی باید تلاش نمود تا از قطرهای بالاتر ازاستفاده نشود.
۴-۴-۴- آزمایش سختی سنجی: این آزمایش در رده ی آزمایش های غیرمخرب پیچ بوده و برای آگاهی از میزان سختی قطعه و برابری آن با مقدار استاندارد انجام می شود. سختی سنجی برای بخش انتهایی، سطح صاف بدنه و سطح صاف سرپیچ انجام می شود. به طور کلی از سه روش برای آزمون سختی سنجی استفاده می شود که عبارتند از: روش برینل، روش راکول و روش ویکرز.
۵-۴-۴٫ برای مهره از آزمایش کشش استفاده نمی شود و تنها ازآمایش های بار گواه و سختی سنجی بر روی مهره ها انجام می گیرد. برای واشر نیز تنها آزمایش سختی سنجی انجام می شود.
۶-۴-۴٫ جهت انجام آزمایش های لازم برای پیچ و مهره و واشر، باید تعداد نمونه ی لازم بر اساس جدول موجود در نشریه ی ۲۶۴ (آیین نامه ی اتصالات) استفاده شود. باید دانست که از این جدول تنها می توان تعداد نمونه جهت انجام آزمایش برای پیچ ای پوشش دهی شده به هر دو روش گالوانیزه و غیر گالوانیزه را ارایه داده است که برابر جدول زیر می باشد.تولید وتامین انواع پیچ و مهره شش گوش, استادبولت, بولت صفحه ستون, پیچ آلن, پیچ آهنی, پیچ خود کار, پیچ سر استوانه ای دوسو -, پیچ سر تخت خزینه دوسو, پیچ شش گوش, پیچ های بولت و شش گوش,تولید وتامین انواع پیچ و مهره شش گوش, استادبولت, بولت صفحه ستون, پیچ آلن, پیچ آهنی, پیچ خود کار, پیچ سر استوانه ای دوسو -, پیچ سر تخت خزینه دوسو, پیچ شش گوش, پیچ های بولت و شش گوش,اتصالات پیچ و مهره سازه های فولادی

…پوشش:انواع پیچ ومهره
همانگونه که در گذشته توضیح دادیم برای استفاده از پیچ و مهره های آهنی و فولادی در محیط های مرطوب و صنایع دریایی از پوشش های مختلف استفاده می شود که به اختصار هر کدام را توضیح می دهیم.
فسفات و کرومات:
این پوششها که پوششهای تبدیلی نامیده میشوند، پوششهایی هستند که از خود فلز ایجاد میشوند. فسفاتها و کروماتها نامحلولاند. با استفاده از محلولهای معینی مثل اسید سولفوریک با مقدار معینی از نمکهای فسفات ، قسمت سطحی قطعات فلزی را تبدیل به فسفات یا کرومات آن فلز میکنند و در نتیجه ، به سطح قطعه فلز چسبیده و بعنوان پوششهای محافظ در محیطهای خنثی میتوانند کارایی داشته باشند.
این پوششها بیشتر به این دلیل فراهم میشوند که از روی آنها بتوان پوششهای رنگ را بر روی قطعات فلزی بکار برد. پس پوششهای فسفاتی ، کروماتی ، بعنوان آستر نیز در قطعات صنعتی میتوانند عمل کنند؛ چرا که وجود این پوشش ، ارتباط رنگ با قطعه را محکمتر میسازد. رنگ کم و بیش دارای تخلخل است و اگر خوب فراهم نشود، نمیتواند از خوردگی جلوگیری کند.
اکسید فلزات:
اکسید برخی فلزات بر روی خود فلزات ، از خوردگی جلوگیری میکند. بعنوان مثال ، میتوان تحت عوامل کنترل شده ، لایهای از اکسید آلومینیوم بر روی آلومینیوم نشاند. اکسید آلومینیوم رنگ خوبی دارد و اکسید آن به سطح فلز میچسبد و باعث میشود که اتمسفر به آن اثر نکرده و مقاومت خوبی در مقابل خوردگی داشته باشد.
همچنین اکسید آلومینیوم رنگپذیر است و میتوان با الکترولیز و غوطهوری ، آن را رنگ کرد. اکسید آلومینیوم دارای تخلخل و حفرههای شش وجهی است که با الکترولیز ، رنگ در این حفرهها قرار میگیرد.
گالوانیزه گرم مذابی (HotDipGalvanaized):
روی فلزی است به رنگ سفید متمایل به آبی٬ بالاتراز ۱۰۰ درجه سانتیگراد شکننده٬ مابین۱۰۰ الی ۲۰۰ درجه سانتیگراد نرم٬ قابل انحنا و انبساط است و میتوان به صورت ورقههای نازک درآورد٬ بالای ۲۰۰ درجه سانتیگراد دوباره شکننده میشود. خاصیت تکنیکی خیلی مهم روی حفاظت خیلی خوب پوششهای آن در مقابل خوردگی است. این خاصیت ترجیحا بواسطه تشکیل لایه یکنواخت و چسبنده اتمسفر ایجاد میشود و عموما شامل اکسید و هیدروکسید کربنات روی و گاهی نیز سولفات و کلرید روی میباشد.
این روش گالوانیزه کردن بوسیله غوطه ور نمودن فلز در حمام روی مذاب در دمای ۴۲۰-۴۵۰ C انجام می شودو پس از خارج نمودن نمونه از حمام , روی نخست با اکسیژن و سپس با کربن واکنش داده و لایه مقاوم به خوردگی (ZnCo3) را ایجاد می کند . این روش برای جلوگیری از زنگ زدگی استفاده می شود .
این نوع گالوانیزه باعث پیوند روی و اهن می شود و این پوشش قابلیت پذیرش جوش دارد و برای کار در دمای بالا (تا ۲۰۰C ) مناسب می باشد .گاهی به حمام روی سرب افزوده می شود که هدف از این کار افزایش سیالیت روی است . این امر باعث کاهش مصرف روی و قابل بازیافت بودن سرباره می شود.
گالوانیزه الکتریکی ( سفید , زرد , هفت رنگ و سبز ) (zinc plated):
در این روش ترسیب گالوانیک یک فلز بر پایه واکنشهای الکتروشیمیایی صورت میگیرد. هنگام الکترولیز در سطح محدود الکترود/الکترولیت در نتیجه واکنشهای الکتروشیمیایی الکترونها یا دریافت میشوند (احیا) و یا واگذار میشوند (اکسیداسیون). برای اینکه واکنشها در جهت واحد مورد نظر ادمه یابند لازم است به طور مداوم از منبع جریان خارجی استفاده شود. واکنشهای مشخص در آند و کاتد همچنین در الکترولیت همیشه به صورت همزمان صورت میگیرند. محلول الکترولیت باید شامل یونهای فلز رسوبکننده باشد و چون یونهای فلزها دارای بار مثبت می باشند به علت جذب بارهای مخالف تمایل به حرکت در جهت الکترود یا قطبی که دارای الکترون اضافی میباشد (قطب منفی یا کاتد) را دارند. قطب مخالف که کمبود الکترون دارد قطب مثبت یا آند نامیده میشود. به طور کلی سیکل معمول پوششدهی را میتوان به صورت زیر در نظر گرفت:
یک اتم در آند یک یا چند الکترون از دست میدهد و در محلول پوششدهی به صورت یون مثبت در میآید.
یون مثبت به طرف کاتد یعنی محل تجمع الکترونها جذب شده و در جهت آن حرکت میکند.
این یون الکترونهای از دست داده را در کاتد به دست آورده و پس از تبدیل به اتم به صورت جزیی از فلز رسوب میکند.
نیکل کروم:
( نیکل سفید شبیه به نقره متمایل به زرد / کروم سفید شبیه به نقره متمایل به آبی)
در این روش ابتدا نمونه با نیکل آبدهی می شود
(نیکل رسانا بوده خاصیت مغناطیسی دارد, زنگ نمی زند و جوش می پذیرد )
بعد از آن با کروم به منظور ایجاد سطحی صیقلی , خوب و مقاوم در برابر خوردگی ایجاد می شود
(کروم زنگ نمیزند , جوش و نقاشی نمی پذیرد و در برابر اسید های هالوژن دار تاثیر می پذیرد اما در برابر گازها ,محلول های قلیایی و نمکی مقاوم است).
تفلن (P.T.F.E):
پوشش P.T.F.T در رنگ های مختلف مانند سبز, آبی, زرد ,مشکی, توسی و …… می باشد.
این پوشش در برابر خوردگی و سایش مقاومت دارد . این پوشش توانایی تحمل دمای ۲۰۰ تا ۳۵۰ C
رادارد.ضمنا پوشش تفلن عایق الکتریکی و ضد آب بوده و در برابر اسید, باز و نمک ایستایی دارد .
گروه دیگری از پوشش ها هستند که مورد استفاده در صنایع قید و بستی نمی باشند و از توضیح آن پرهیز می نماییم. مانند پوشش طلا , نقره , پلاتین و …
تولید رزوه:
با ۲ روش می توان رزوه ها را تولید نمود :
الف) ماشینکاری (حدیده)
در این روش توسط تراشکاری رزوه هایی را بر روی میل گرد ایجاد می کنیم. قطر خارجی رزوه های تولید شده به این روش برابر با قطر ساق پیچ است.
ب) نورد ( رولینگ ) (مالشی)
در این روش بجای تراش و حذف قسمتهایی از میل گرد اولیه ، توسط فرآیند اکستروژن رزوه ها را ایجاد می کنیم . مقطع پیچ قبل از رزوه شدن دارای ۲ قطر متفاوت می باشد، قسمتی که قرار است رزوه شود دارای قطری کمتر بوده که پس از رزوه بواسطه انبساط شعاعی و دارای قطری برابر ساق (Shank ) می گردد.
ضعیف ترین منطقه رزوه نسبت به نیروهای مکانیکی قطر کوچک ( Minor) است و چون این مقدار در هر دو روش تولید برابر است بنابراین از لحاظ مقاومت یکسانند، از طرفی کار سرد بر روی آلیاژ پیچ در روش نورد موجب افزایش فشردگی و استحکام رزوه ها می گردد.
در این روش بعد از عملیات رزوه زنی ،پیچهای با گرید ۸٫۸ و بالاتر جهت افزایش استحکام و سختی مورد عملیات حرارتی سختکاری (۷۰۰-۹۰۰) قرار گرفته آستنیتی می شود (۱۰ دقیقه به ازای هر۱۰ میلیمتر ضخامت ) و سپس در روغن کوئنچ شده و پس از آن جهت بازگشت خواص ضربه پذیری و جلوگیری از تردی در دمای ۴۰۰ تا ۶۰۰ تمپر می گردد.
هنگام عملیات حرارتی Quench-Tempering به منظور جلوگیری از کربوره شدن بیش از حد یا دکربوره شدن ، دمای کوره میبایست خنثی بوده و تحت کنترل باشد.
عملیات حرارتی در کنار مواد اولیه و فرایند تولید از ارکان تولید پیچ و مهره محسوب می شود.,تولید وتامین انواع پیچ و مهره شش گوش, استادبولت, بولت صفحه ستون, پیچ آلن, پیچ آهنی, پیچ خود کار, پیچ سر استوانه ای دوسو -, پیچ سر تخت خزینه دوسو, پیچ شش گوش, پیچ های بولت و شش گوش,تولید وتامین انواع پیچ و مهره شش گوش, استادبولت, بولت صفحه ستون, پیچ آلن, پیچ آهنی, پیچ خود کار, پیچ سر استوانه ای دوسو -, پیچ سر تخت خزینه دوسو, پیچ شش گوش, پیچ های بولت و شش گوش,

مطالب جديد
کاربرد اسکلت فولادی پیچ و مهره ای
چکیده
کیفیت مناسب اتصالات در سازههای فولادی عامل اصلی یکپارچگی سیستمهای سازهای بوده و تخریب بسیاری ازساختمانهای فولادی طبق گزارش زلزله های گذشته ناشی از مشکل جوشکاری اتصالات تعیین شده است. یک اتصال ضعیف ونامناسب می تواند منجر به یک سری زوال های پی در پی و بنیادی در سازه فولادی گردد. با جوشکاری اتصالات حساس مثل جوش شیاری نفوذی اتصال گیردار تیر به ستون در محل کارخانه و نصب اسکلت فولادی صرفا با پیچ کردن قطعات از پیش ساخته شده میتوان علاوه بر تسریع در اجرای پروژه، به ارتقای کیفیت ساخت کمک شایانی نمود. در این مقاله ضمن ارائه
ادامهی خواندن→
استفاده از مهره های پرچی
امکان ایجاد سریع و مطمئن رزوه بر روی یک ورق .
امکان نصب روی نازکترین ورقه های های فلزی / رزین و پلاستیک های صنعتی .
امکان نصب مهره یا پیچ در قطعات تو خالی ، پروفیل ها و محل هایی که دسترسی به پشت کار محدود است .
پس از نصب حتی روی سطوح رنگ شده یا آبکاری شده نیازی به پرداخت نیست .
با قابلیت استفاده در مراحل مختلف تولید به منظور آماده سازی قطعات جهت مونتاژ بر خلاف مهره های جوشی ، مهره های پرچی به سطح قطعه آسیبی نرسانده و علاوه بر تمیزی کار به ایمنی محیط نیز لطمه ای وارد نمی آورد .
دارای مقاومت بسیار بالا که باز و بسته کردن پیچ در قطعات را به دفعات امکان پذیر می سازد .
افزایش مقاوت در برابر چرخش و افزایش تحمل بار ، مقاومت در برابر خوردگی و سازگاری نسبت به درجه حرارت بالا .
صرفه جویی در وقت و هزینه در مقایسه با موارد جایگزین

پیچ و مهره ،تعریف پیچ ها
امروزه ابزارها به شیوه های متفاوتی به یکدیگر متصل میشوند یکی از شیوه های متداول و بهینه اتصال قطعات با استفاده از پیچ و مهره می باشد.این روش علاوه بر سهولت، دقت،سرعت قابلیت مونتاژ و دمونتاژ کردن قطعات بدون تخریب را نیز فراهم می کند. لذا میزان قابل توجهی از اتصالات در بیشتر صنایع از جمله خودرو، پتروشیمی، نفت، گاز، برق و سازه های فلزی را پیچ و مهره تشکیل می دهد.
کیمیاصنعت با هدف تولید وتامین پیچ و مهره و واشر آلات صنعت پترو شیمی ، خودرو ، برق ، سازه های فلزی و دیگر صنایع ، انواع پیچ چوب دوسو و چهارسو ، رولبولت ، میخ ، پیچ سر مته و… تاسیس گردیده است .تعریف پیچ :
در واقع استوانه ای است که شیارهای مارپیچ آن را احاطه کرده است. طراحی شیار پیچ ها برای بریدن مواد نرم تر و سخت تر متفاوت است، شیارها اغلب به صورت مثلث، مربع، ذوزنقه و نیم دایره روی سطح جانبی بدنه ایجاد می شود.
برای شناخت پیچ ها وتعریف پیچ ها به 4 مشخصه نیازمندیم :
الف ) قطر پیچ ب) طول پیچ ج ) نوع کله پیچ د ) نوع دنده وگام پیچ فاصله قله دو نخ رزوه کنار هم
ردهی مقاومتی پیچ:
ردهی مقاومتی در پیچها بر اساس استاندارد DINبا سه عدد ۸٫۸، ۱۰٫۹ و ۱۲٫۹تعریف شده است .
شایع ترین کاربرد پیچ برای نگه داری اشیا و قطعات به یکدیگر می باشند. بخش استوانه ای از قسمت انتها تا نوک پیچ را پای پیچ گویند که ممکن است کل یا بخشی از آن رزوه شده باشد. به فاصله میان هر شیار با شیار دیگر گام پیچ گفته می شود.
پیچ های قدرت که گاهی محرک های خطی یا پیچ های انتقال نیز نامیده می شوند، برای تبدیل حرکت دورانی مهره یا پیچ به حرکت خطی نسبتا آهسته در امتداد محور پیچ به کار می روند. هدف بسیاری از آن ها اخذ مزیت مکانیکی بیشتر است، مانند جک ها و پرس ها و هدف برخی حصول به جا به جایی دقیق حرکت محوری است.
جنس پیچ ها
جنس پیچ ها میتواند از فلز، چوب، پلاستیک باشد. پر مصرف ترین مواد در تولید این نوع اتصالات فولاد میباشد و نوع آن فولادهای کم کربن و کربن متوسط میباشد. ولی استفاده کردن از فولادهای با کربن بالا، فولاد زنگ نزن(استنلس استیل )(صنایع دریایی -صنایع غذایی -مکانهای مرطوب )، آلومینیوم (ظروف تفلون)، مس، برنج نیز معمول میباشد.
یکی از مهمترین نکاتی که در تولید این گونه اتصالات مانند پیچ ومهره و پرچ باید توجه داشت نوع و جنس مواد اولیه میباشد. جنس و نوع مواد اولیه نه تنها در کیفیت این نوع اتصالات تاثیر دارد در قیمت تمام شده آنها نیز تاثیر زیادی دارد. نوع مفتول فولادی که در تولید پیچ و پرچ و مهره ها استفاده میشود باید قابلیت و فرم پذیری سرد را داشته باشد( Cold heading quality (CHQ. این نوع فولادها معمولا از فولاد ساختمانی و معمولی گرانتر هستند و دلیل آن این میباشد که در فولاد های با قابلیت CHQ سعی میشود تا حبابهاب ریز هوا به حداقل برسد و سطح و مقطع مفتول به صورت یکنواخت تر و همگن تر باشد تا در هنگام تولید سطح قطعات تولیدی ترک نخورد وترک نداشته باشد.
انواع پیچ ها از نظر كار برد :
پیچ ها در صنعت به دوصورت مورد استفاده قرار میگیرند.
الف: پیچ های محكم كننده : این پیچ ها به منظور وصلكردن دو چند قطعه مختلف به یكدیگر به كار می روند كه معمو لا فرم دندانه ی آنمثلثی (v) می باشد.
ب: پیچ انتقال حركت : این پیچ ها شامل انو اع پیچهاوحلزون هایی است كه جهت انتقال حركت یا تبدیل حركت دورانی به حركت مستقیم الخط ویاتغیر سرعت به كار می رود. فرم مقطع پیچ های انتقال حركت اغلب ذوزنقه ای یا مربعهای می باشد. وازموارد استفاده ی آ نها هدایت سوپرت ماشین و میز صفحه تراش و فرز میباشد.
سیستم های پیچ :
پیچ ها را در دو سیستم استاندارد كرده اند :
1- سیستم DIN= فرم صنعتی المان
2- سیستم ISO= سازمان استاندارد بین المللی
روش واستاندارد DIN تا سال 1960 متداول بود وهماكنون سیستم ISO
جایگزین ان شده است . درسیستم DIN به دلیل اینكه سر دندانه هاتیز می باشد و باعث خراب شدن سریع پیچ ها میشود یكی از عیب های این سیستم می باشد.
جهت گردش دندانه های پیچ :
اگر جهت حركت دندانه پیچ ها به طرف راست باشدپیچ راست گرد گفته می شود. برای شناخت ان كافی است به ان عمود نگاه كنیم درصنعتموارد استفاده پیچ های راست گرد بیشتر از چپ گرد است . پیچ های چپ گرد برایاتصال لوله هایی كه برای گاز های قابل اشتعال مورد استفاده قرار می گیرد .
اتصالات بیچ شده به صورت اینکه چگونه بار اعمالی را انتقال می دهند دسته بندی می شوند .اگر بار به صورت موازی با محور پیچ ها وارد شود . اتصال با نام اتصال کششی شناخته می شود .
هنگامی که بار وارده بر اتصال به صورت عمود بر محور پیچ ها باشد اتصال به نام اتصال برشی نامیده می شود.
دراتصال برشی پیچ ها می توانند به صورت بین برشی بارها ی اعمالی را انتقال دهند یااینکه پیچ های سفت شده تا یک اتصال اصطکاکی را به وجود آورند.
حالت مرکب نیز می تواند وجود داشته باشد . که درآن بار به صورت حالت مرکبی از دو حالت انتقال پیدا کند. از لغزش در اتصالات اصطکاکی توسط نیروی فشاری بین اجزا جلوگیری می شود که این نیروی فشاری با کشش پیچ حاصل می شود . این نیروی اصطکاکی که باعث نگهداری اتصال می شود به چند عامل مهم بستگی دارد که در این میان نیروی پیچ بارپیچ و مقاومت لغزشی سطوح اعضای اتصال دو عامل مهمتر می باشند .
اتصال برشی به طور معمول در سازه های هوافضایی ،ساختمانی ، خطوط راه آهن و پل ها یافت می شوند.
شرح انواع مختلف پیچ ها:
در بیشتر واحدهای صنعتی از پیچ ها برای سوار کردن و اتصال قطعات روی یکدیگر و نیز تنظیم دستگاههای صنعتی و یا جهت انتقال حرکت استفاده می شود. در کمتر دستگاهی است که از پیچها استفاده نمیشود به همین دلیل است که اهمیت آنها در صنعت بسیار زیاد می باشد. مواردی که از پیچها استفاده می شود عبارتند از:
ماشینهای ابزار، انواع گیره ها، وسائط نقلیه، ابزرار و ادوات جنگی ، کشتی ها، هواپیماها، ساختمانهای فلزی، میز و صندلی، ماشینهای چاپ و ریسندگی و بافندگی ، صنایع نفت و گاز و پتروشیمی ، لوازم خانگی و …
نوع جنس پیچ و مهره ها:
در بیشتر مواقع نوع جنس پیچ و مهره بر حسب اعداد و حروف معتبر بین المللی بر روی گل پیچ حک می شود و برای پی بردن
به نوع آلیاژ پیچ و مهره کافیست معنی اعداد و حروف درج شده بر روی آن را بدانید .
انواع رزوههای پیچ :
1) مجموعه رزوه درشت
2)مجموعه رزوه ریز
3) مجموعه رزوه فوقالعاده ریز
4) مجموعه هشت رزوهای
5) مجموعه دوازده رزوهای
6)مجموعه شانزده رزوهای
7) رزوه امریكایی
8) رزوه دندانه ارّهای
9) رزوه چهارگوش
10) رزوه پیچ حلزونی 29 درجه.
پیچ های غیر خودکار یا ساده :
این نوع پیچ ها برای ثابت شدن نیاز به مهره دارند یاقطعه ای که مانند مهره باشد و بتواند کار مهره را انجام دهد. معروفترین پیچ از این نوع را میتوان انواع پیچ های شش گوش ذکر کرد همچنین پیچ هایی دیگر مثل پیچ اتاقی، پیچ جوشی، پیچ استوانه، پیچ آلن و … را میشود نام برد .
پیچ های عادی برای اتصال دادن قطعات در جایی که اتصال غیر دائمی موردنیاز باشد به کار می روند .
پیچ های خودکار :
پیچ های مخروطی معمولاً دارای دندانه های درشت می باشند وبرای اتصال قطعات نرم مانند چوب و پلاستیک بکار می روند.
پیچ های خودکار نوعی از پیچ هستند که برای ثابت شدن درقطعه مورد اتصال نیازی به مهره ندارند و درون کار فرو میروند و نوک آنها معمولامانند میخ تیز هست و حتی می توانند قطعه کار شده را سوراخ کنند مثل پیچ های سرمته ای،پیچ چوب ،…
سرپیچ ها از نظر ظاهری نیز با هم متفاوت می باشند. برخی پیچ ها دوسو، برخی چهارسو، برخی آلن خور، برخی آچارخور، برخی پنج پر و… می باشند .
پیچ های ساختمانی
انواع پیچ، مهره، واشرهای فولادی با قابلیت کشش بالا دراستانداردهای Din6916/HV- Din6914/HV – Din6915/HV درگرید 10/9 جهت پیچ ها و گرید10 برای مهره، مورد استفاده در ساختارهای فولادی، ساخت پل، انواع داربست و چوب بست چهارچورب های ساختمانی و بپج های مختلف مطابق استاندارد و گریدها :
ASTMA325/A325M
ASTMA490/A490M
پیچ های صنایع خودروسازی
پیچ و مهره و واشرهای مخصوص صنایع خودروسازی که شامل انواع پیچ های خودکار و خاص می باشد
پیچ های صنایع نفت، گاز، پتروشیمی، صنایع دریایی
ASTM A193 – A194 – L7 – B7 – B7M – L7M – 2H – A4_80( 316) – A2_70 (304)
مطابق استانداردها و گریدهای مختلف
شرح اجزاء مختلف پیچ و طریقه تراشیدن آنها:
قبل ازاینکه به تراش پیچ ها اقدام نمائیم لازم است که اجزاء مختلف آنرا بشناسیم برای این منظور بطور خلاصه بشرح هر یک بصورت زیر می پردازیم.
۱- قطر خارجی Mujor D – بزرگنرین قطر پیچ و یا مهره را قطر خارجی آن گویند که عبارت است از اندازه سر دندانه تا سر دندانه مقابل که آنرا با حرف OD نمایش می دهند.
۲- ارتفاع یا گودی دندانه Depth of T – ارتفاع دندانه عبارت است ازفاصله قائم میان سر دندانه تا ته دندانه پیچ که آنرا با علامت hمشخص می نمایند.
۳- قطر داخلی Minor D که کوچکترین قطر پیچ و یا مهره را قطر داخلی گویند که اندازه آن عبارت است از فاصله ته دندانه تا ته دندانه مقابل آن یا به عبارت دیگر برابر است با تفاضل قطر بزرگ دو برابر ارتفاع دندانه که با حرف I نشان میدهند.
۴- تعداد دندانه Nimber of T. – تعداد دندانه عبارت استاز تعداد دندانه در یک اینچ روی محیط در طول پیچ که برای تعیین آن خط کش یا کلیس را روی پیچ قرار داده و سپس دندانه های بین یک اینچ را میشماریم که معمولاًآنرا با حرف N نمایش میدهیم. علاوه بر آن میتوان با طرق مختلف دیگری آنرا اندازه گیری نمود که عبارت از استفاده از شابلن به این ترتیب که شابلن مورد نظر را رویدندانه ها قرار داده و در صورتیکه نوری از بین دندانه ها مشاهده نشد تعداد دندانه هائیکه روی شابلن نوشته شده است همان تعداد دندانه پیچ خواهد بود.
۵- گام یا تقسیم دندانه Pitch – فاصله نوک یک دنده تا دنده مجاور و یا فاصله یک نقطه از ته دنده تا نقطه مشابه از ته دنده دیگر را گام یا تقسیم دنده گویند که با علامت P مشخص میکنند.
۶- تارک یا پهنای سر دنده Crest – سر دندانه پیچ های یکنواخت ملی دارای سطح باریکی است که طرفین یک دندانه را بهم متصل میسازد با f علامت گذاری شده است.
۷- پهنای ته دندانه root – کف شیتر بین دو دندانه محور که طرفین آنها را بهم متصل میسازدپهنای ته دندانه گویند که با علامت C یا Rنمایش میدهند.
۸- قطر متوسط (قطر میانه) پیچ Pitch D. – قطر میانه عبارت است از استوانه فرضی که دنده های پیچ را درمحلی قطع میکند که در آن قسمت هر دندانه مساوی پهنای شیار مجاور آنست و یا بعبارت دیگر عبارت است از تفاضل قطر بزرگ و ارتفاع دنده که با علامت DP و یاE نمایش داده میشود.
۹- گام محوری پیچ Lead – گام محوری پیچ عبارت است از فاصله ای که پیچ در داخل مهره یامهره روی پیچ در یک دور گردش این گام درست شبیه گام دندانه می باشد. گامهای محوریمتعددی را نشان میدهد. قسمت بالا یک نوع پیچ یک راهه که دارای یک گام میباشد معرفی مینماید.
تراش پیچها اصولاً دو روش درنظر گرفته شده که عبارتند از:
۱- پیچ تراشی با دور معکوس
۲- پیچ تراشی بکمک ساعت پیچ بری
تراشیدن پیچ های داخلی (مهره ها)
پیچ های داخلی که همان مهره ها می باشند از نظر دندانه بستگی بنوع دندانه پیچ خارجی داردکه شرح انواع آنها قبلاً داده شده است اکنون میپردازیم بشرح تراشیدن پیچ های داخلی
برای اینکه مهره ای جهت پیچ مشخصی بسازیم لازم است که ابتدا آن را باندازه معینی با مته سوراخ نموده و یا با تراش آنرا داخلی تراشی نمائیم برای این منظور بایستی قطر مته یا اندازه داخلی مهره را محاسبه نموده سپس به همان اندازه با مته سوراخ و یا داخل تراشی نمائیم اصولا برای اینکه مهره ساخته شده روی پیچ بخوبی حرکت نماید باید میان قطر داخلی پیچ و قطر داخلی مهره فضای آزادی بنام لقیClearance پیش بینی شود یعنی مهره را بامته ای که قطرش از قطر داخلی پیچ بزرگتر است سوراخ نمائیم درنتیجه مهره میتواندآزادانه بدون لقی روی پیچ حرکت کند و همچنین این عمل از شکستن قلاویز ضمن قلاویزکاری جلوگیری خواهند نمود.
مقدارفضای آزاد یعنی اضافه اندازه قطر داخلی سوراخ مهره از قطر داخلی پیچ بستگی به جنس مهره دارد و این مقدار برای فلزات معمولی مانند فولاد کم کربن و بسیاری ازآلیاژهای مس در حدود گودی دنده یعنی انتخاب میشود ولی برای فلزات سخت این مقدار فضای آزاد از هر طرف برابر درنظر گرفته شده است اگر قطر داخلی مهره را با T نشان دهیم میتوان اندازه قطر مته را از رابطه زیر بدست آورد.
صنایع ایران با وجود كادر مهندسي بسيار قوي ،تجهيزات توليدي تخصصي و انحصاري ، تعهد و التزام پرسنل و مديريت شركت به امر كيفيت و تحويل به موقع ، همكاري با توليد كنندگان معتبر داخلی ، وجود شبكه گسترده فروش و خدمات باعث گرديد اين شركت در مدت فعاليت چند ساله خود در زمینه های زیر سر بلند از انجام كليه سفارشات در يافتي ، نامي نيك از تلاش صنعتگر ايراني در صنایع داخلی بر جاي بگذارد.
– ارائه خدمات مشاوره در زمینه های مختلف صنایع ( برندینگ, طراحی لوگو, چاپ و تبلیقات )
– مطالعات مکان یابی و مطالعات بازارهای هدف صنایع
– مطالعات امکان سنجی و طرحهای توجیهی صنایع
– طراحی و احداث واحدهای صنایع ( تاسیسات و ابنیه )
– اصلاح, ارتقاء و تامین تجهیزات و ملزومات واحدهای صنایع
– تامین و تدارک کلیه لوازمات صنایع ( ابزارآلات, ملزومات ایمنی, ماشین آلات صنعتی, ماشین سازی, برق, الکترونیک, اتوماسیون صنعتی, انرژیهای نو و پاک )
– همکاری آموزشی و مشاوره ای در طراحی و پیاده سازی واحدهای صنایع ( صدور کلیه گواهینامه های استاندارد بین المللی ISO )
– فن آوری اطلاعات و ارتباطات واحدهای صنایع ( سخت افزار, نرم افزار, سیستم های جامع و خدمات اینترنت, طراحی وب سایت, شبکه و سیستم های مدیریت CRM )
– مشاور بانکی و سرمایه گذاری واحدهای صنایع
– تامین مالی
ما به دنبال ايجاد فرصت هاي جديد براي کسب و کار شما هستيم, فرصت هاي کسب و کار نبايد از دست بروند، در دسترس بودن اطلاعات جامع و بروز کسب و کار مي تواند به تحولي مثبت در فضاي کسب و کار شما بينجامد, براي شروع و اثبات عملي اينکه ما هواي شما را داريم با ما تماس بگيريد.تولید وتامین انواع پیچ و مهره شش گوش, استادبولت, بولت صفحه ستون, پیچ آلن, پیچ آهنی, پیچ خود کار, پیچ سر استوانه ای دوسو -, پیچ سر تخت خزینه دوسو, پیچ شش گوش, پیچ های بولت و شش گوش

پیچ و مهره
کیمیاصنعت | پیشگام در صنعت پیچ و مهره
تولید کننده پیچ و مهره-وارد کننده پیچ و مهره
مهره . تولید وتامین انواع ,پیچ و مهره شش گوش, استادبولت, بولت صفحه ستون, پیچ آلن, پیچ آهنی, پیچ خود کار, پیچ سر استوانه ای دوسو -, پیچ سر تخت خزینه دوسو, پیچ شش گوش, پیچ های بولت و شش گوش
مهره شش گوش شامل مهره شش گوش آهنی-مهره شش گوش فولادی-مهره شش گوش خشکه-مهره شش گوش گرید 8.8-مهره شش گوش گرید 10.9-مهره شش کوش گرید 2H-مهره شش گوش گرید 2HM-مهره شش گوش گرید 4-مهره شش گوش استاندارد A194-مهره شش گوش استاندارد A304-مهره شش گوش استاندارد A316-مهره شش گوش استاندارد din 934-مهره شش گوش استاندارد A490-مهره شش گوش استاندارد din 6915-مهره شش گوش کلاس 8-مهره شش گوش کلاس 10-مهره شش گوش باریک-مهره شش گوش بلند-مهره شش گوش میلیمتر-مهره شش گوش اینچی-مهره شش گوش ریزآلمان-مهره شش گوش دنده ژاپنی-مهره شش گوش دنده میلیمتر-مهره شش گوش واشر دار-مهره شش گوش استیل-مهره شش گوش جوشی-مهره شش گوش چاک دار-مهره شش گوش کاسه نمدی-مهره شش گوش HV
مهره استیل شامل مهره شش گوش استیل-مهره سر بسته استیل-مهره کاسه نمدی استیل-مهره واشر دار استیل-مهره شرکت نفتی استیل-مهره خروسکی استیل-مهره ریزآلمان استیل-مهره جوشی استیل
مهره چاکدار شامل استاندارد din 979-مهره چاکدار تاجدار
مهره جوشی شامل استاندارد din 928-مهره جوشی استاندارد din 9

اطلاعات تخصصی در ارتباط با پیچ و مهره
یکی ازعمده ترین روش های اتصال، بخصوص اتصالات مکانیکی، استفاده از پیچ و مهره است. واژه ((Bolt واژه ای عام است که به همه اتصال دهنده های رزوه دار مانند پیچ های دو سر رزوه بدون گل یا تمام رزوه ( ( Stud Bolt و نیز پیچ های خودکار(Machine Screws) گفته میشود.
روش تولید، بازرسی و کنترل کیفیت، کاربردها ، پوشش دهی و رنگ ، انواع پیچ و مهره وطبقه بندی آنها ، نشانه گذاری عیوب احتمالی ، روش های احتمال گشتاور، استاندارد های مرتبط ، خوردگی ، انواع شکست ، عملیات حرارتی ، نمونه برداری و مستند سازی وجود دارد که در استاندارد ISO 1891 تعاریف و واژه های مربوط به پیچ و مهره ها بیان شده است.
Bolt به پیچی گفته میشود که به همراه مهره به کار رود(اغلب به صورت استوانه و با انتهایی تخت) و عمدتا به دوشکل در صنعت کاربرد دارد.
* بازرسی پیچ ومهره
استاد بولت و بولت آچار خور
* انواع رزوه
از نظر هندسی و ابعادی ف بیش از 125 نوع رزوه وجود دارد که آشنایی با 30 نوع از آنها برای صنعتگران کافی است.
اتصالات مکانیکی مانند پیچ ها (Bolt & Stud Bolt) دارای رزوه خارجی بوده و مهره ها و سوراخ های رزوه شده دارای رزوه داخلی هستند، رزوه از سه قسمت ریشه ، قله، و پهلو تشکیل شده و زاویه معمول هر رزوه در سیستم متریک ، 60 درجه میباشد.
رزوه یا دنده به دو دسته تقسیم میشود: الف) دنده درشت (Coarse) ب) دنده ریز Fine))
توجه:
انواع رزوه به همراه مشخصات ابعادی و کاربردهای آنها ، به طور کامل در استاندارد DIN 202 امده است.
* درجه بندی استحکام پیچ ها Property Class))
پیچ ها بر اساس استحکام کششی درجه بندی شده و درجه بندی استحکام در سیستم متریک Property Class)) نامیده میشود.
* نامگذاری درجه بندی استحکام پیچ های متریک توسط اعداد و به صورت زیر میباشد:
عدد قبل از اعشار ، معرف یک درصد حداقل استحکام کششی بر حسب مگاپاسکال MPA)) و عدد بعد از اعشار، معرف ده برابر نسبت حداقل استحکام تسلیم به حداقل استحکام کششی میباشد ، اعداد فوق هر دو به طور تقریبی بوده و دقیق نمیباشند.
گرید تمامی پیچ ها با هر درجه استحکامی، باید روی سر پیچ به طور خوانا درج شود.* انواع انتهای پیچ
پیچ های متفاوت و زیادی در صنایع مختلف به کار میرود ، که در ادامه به چند نوع از پر کاربرد ترین آنها اشاره میکنیم:
1- نوع آچار خور 2- نوع سر یا گل 3- ساق رزوه نشده 4-ساق رزوه شده 5- نوع نوک پیچ 6- نوع رزوه
انواع معمول نوک ها به صورت زیر است:
الف) تخت (Flat) ب) بیضوی یا محدب (Oval) ج) مخروطی (Cone) د) استوانه ای (Dog)
* انواع گل پیچ ((head
پیچ ها دارای انواع مختلف گل و یا سر ((head بوده که برخی از عوامل تاثیر گذار بر هندسه آنها به شرح زیر میباشد :
1- جنس قطعه بکار رفته
2- میزان مورد نیاز توزیع تنش در سطح اتصال
3- مقدار تنش اعمالی به اتصال
4- نوع آچار خور
انواع کلی گل پیچ ها به صورت زیر است :
الف) پیچ شش گوش – hexagon
ب) پیچ آلنی – socket
ج) پیچ عدسی – oval
د) نیم گرد – Round
ه) ماهیتابه ای – Pan
و) تخت – Flat
* انواع آچار خور (driving recess) نام گذاری پیچ ها :
برای نام گذاری پیچ ها از شماره استاندارد های بین المللی استفده می کنند ولی در صورت نداشتن این شماره میتوان از موارد زیر برای
نامگذاری استفاده کرد :
1- نوع گل پیچ 2-نوع دنده 3- طول پیچ ( از زیر گل) 4- گرید پیچ 5- نوع نوک پیچ 6- نوع میله
7-نوع آچار خور 8- پوشش نهایی 9- چپ گرد یا راستگرد بودن 10- درجه استحکام پیچ
روش های تولید رزوه :
رزوه ها را می توان با دو روش معمول تولید نمود :
الف) ماشین کاری
در این روش رزوه هایی را به وسیله تراشکاری روی میلگرد ایجاد می کنیم .قطر خارجی رزوه های تولید شده به این روش دقیقا برابر با قطر ساق پیچ است .
مزایا :
– نا محدود بودن تولید پیچ نسبت به قطر و طول –
– حصول و اجرای تمامی مشخصات فنی مرد نیاز
معایب :
1-هزینه زیاد و زمان زیاد تولید
2- کاهش استحکام مکانیکی به دلیل پارگی الیاف و مرزهای دانه ها
ب) نورد
در این روش ، به جای تراش و حذف قسمت هایی از میلگرد اولیه رزوه ها توسط فرایند اکستروژن ایجاد میشود . مقطع پیچ نیم رزوه قبل از رزوه شدن دارای دو فطر متفائت است قسمتی که قرار است رزوه شود دارای قطر کمتر بوده که پس از رزوه شدن به دلیل انبساط شعاعی دارای قطری برابر ساق ((shank میگردد ولی پیچ تمام رزوه نیازی به داشتن دو مقطع قبل از رزوه زنی ندارد.
ضعیفترین منطقه رزوه نسبت به نیروهای مکانیکی، قطر کوچک است و چون این مقدار در هر دو روش تولید برابر می باشد ، از نظر مقاومت یکسانند، از طرفی کار سرد بر روی آلیاژ پیچ در روش نورد ، موجب افزایش فشردگی و استحکام رزوه ها میگردد. در این روش بعد از عملیات رزوه زنی ، پیچ های با گرید 8.8 و بالاتر ، برای افزایش استحکام و سختی ، مرد عملیات حراراتی و سختکاری بین 700- 900 درجه سانتی گراد قرار گرفته آستنیتی میشود سپس در روغن کونچ شده و پس از آن برای بازگشت خواص ضربه پذیری و جلوگیری از تردی در دمای 400 – 600 درجه تمپر میشود.
هنگام عملیات حرارتی به منظور جلوگیری از کربوره شدن بیش از حد یا دکرربوره شدن ، دما ی کوره باید خنثی بوده و تحت کنترل باشد.
مزایا :
– هزینه پایین و زمان کم تولید
– هزینه کم مواد اولیه
– پوشش ضهییف عملیات حرارتی و حمل و نقل به دلیل داشتن وزن کمتر
– سطح نهایی صیقل و پرداخت مناسب
معایب :
محدود بودن تولید به ازای قطر و طول در برخی دستگاه ها
فورج کردن پیچ و مهره :
فرج گردن پیچ و مهره به دو روش سرد و گرم انجام میگیرد. در روش گرم ، بعد از حرارت دهی سر قطعه در دمای 1200- 850 سانتیگراد شکل سر پیچ و مهره توسط دستگاه پرس ایجاد میشود. این روش دارای مزایا و معایب زیر میباشد :
مزایا:
– فرم دهی قطعات با شکل پیچیده
– نیاز به کمترین فشار
– توانایی فرم دهی قطعات بسیار بزرگ
معایب:
– تشکیل پوسته های اکسیدی روی قطعه
– دقت ابعادی پایین
– ایجاد فلاش
در روش فورج سرد یا اکستروژن ، بدون استفاده از حرارت و توسط دستگاه پرس ضربه ای پیچ طی چند مرحله ولی بسیار سریع تغییر مقطع داده ئ آماده رزوه شدن میگردد. در برخی از پرس ها پیچ به طور رزوه شده از دستگاه خارج میگردد.
مزایا :
ابعاد دقیق
مقاومت مکانیکی بالا
سطح صاف قطعه
بدون تغییر ماندن قطعه
عدم نیاز به ماشین کاری
معایب:
نیاز به فشار بالا
چند مرحله ای بودن و نیاز به پیش فرم دهی
ناتوانی در تولید با قطر بیش از 24 میلی متر (فورج گرم تاسایز1009)
پیچ شش گوش ,
استادبولت,
پیچ آلن,
بولت صفحه ستون,
مهره چشمی,
مهره مربعی,
مهره باریک,
مهره واشردار,
سرخزینه,
یوبولت,
خودکار,
سرمته ای,
پیچ چشمی,
پیچ تی,
رول بولت,
مهره خروسکی,
مهره قفلی,
مهره شش گوش,
واشر تخت HV,
واشر تخت آهنی,
واشر فنری,
مهره کاسه نمدی,
مهره سربسته,
مهره جوشی,
پیچ اتاقی,
مهره بلند,
پیچ استوانه,
مهره تی,
پیچ دوسره,
پیچ آلن مغزی,
پیچ استیل,
مهره استیل,
واشر استیل,
پیچ متری,
پیچ خروسکی,
مهره چاکدار,
مهره گرد,

درجه بندی استحکام پیچ ها”Property Class”
پیچ ها براساس استحکام کششی درجه بندی شده ودرجه بندی استحکام در سیستم
متریک Property Class نامیده می شود.
طبـقه بندی مکانیکی در سیستم ISO ، در استاندارد EN 20898 قرار گرفته است .
نامگذاری درجه بندی استحکام پیچ های متریک توسط اعداد و به صورت زیر می باشد:
عدد قبل ازاعشار،معرف 1 درصد حداقل استحکام کششی برحسب مگا پاسکال (Mpa)
و عدد بعد از اعشار،معرف ده برابرنسبت حداقل استحکام تسلیم به حداقل استحکام
کششی می باشد.
اعداد فوق هردو به طور تقریبی بوده و دقیق نمی باشند .
به عنوان مثال در کلاس 4.6 عدد اول معرف یک صدم استحکام کششی برحسب مگا
پاسکال و عدد بعد ازاعشارمعرف ده برابر نسبت حداقل استحکام تسلیم به حداقل
استحکام کششی می باشد ، یعنی استحکام کششی ضربدر عدد بعد از اعشار تقسیم
بر10 برابر است با استحکام تسلیم:
400×6/10=240Mpa
مقادیراستـحکام نامی بوده و اعداد واقعی پس از انـجام آزمـون مشـخص خواهد شد .
یادآوری: استحکام تسلیم همواره برحسب درصدی از استحکام کششی بیان می شود.
به عبارت دیگر، باضرب اعـداد قبل و بعد از اعشار در هم و نیز در عدد ده ، استحـکام
تسـلیم به دست می آیـد، به عنـوان مثال استحکام تسلیم پیچ 8.8 برابر است با 640
مگاپاسکال 8×8=640 گرید تمامی پیچ ها با هر درجه استحکامی ، باید روی سر پیچ
به طور خوانا درج شود (معمولا به صورت برجسته) ، اما این امر درمورد پیچ هایی که
دارای گل پیچ حفره دار بوده وبا آچار مخصوص (L شکل)محکم می شوند، لازم نیست.
در این مورد ، گرید پیچ های با گرید 8.8 و بالاتر ترجیحاٌ در کناره سر پیچ یا روی آن
درج می شود .

پیچ ومهره کیمیاصنعت
آزمایشهای پیچ و مهره و واشر
آزمایشهای ابعادی
آزمایشهای متالورژیکی
آزمایشهای مکانیکی
آزمایشهای پوشش مقاوم خوردگی
آزمایشهای ابعادی و نیز متالورژیکی در هنگام تولید پیچ و مهره و واشر، در کارخانهی
سازنده انجام میشود.
آزمایشهای مکانیکی پس از تولیدپیچ و مهره و واشر،در کارخانهی سازنده یا آزمایشگاه
های مقاومت مصالح انجام میگیرند.
آزمایشهای مکانیکی برای مهندسان طراح و بازرسان سازه دارای اهمیت می باشد .
بهطورکلی آزمایشهای مکانیکی شامل آزمایشهای کشش،سختیسنجی وضربه میشود.
آزمایش کشش خود شامل سه نوع آزمایش میشود که عبارتند از :
آزمایش بار گواه ، آزمایش کشش گوهای بر روی نمونهی کامل و آزمایش کشش بر روی
نمونهی ماشینکاری شده.
آزمایش ضربه: در آزمایش ضربه که به آن «تاب نمونهی زخمدار» نیز میگویند،یک نمونه
از مصالح مورد استفاده را برداشته ، به کمک دستگاه پاندول دار و سقوط آزاد پاندول ،
قطعه شکسته شده و میزان انرژی جذب شدهی آن را اندازهگیری میکنند.
آزمایش ضربه برای پیچ اجباری نیست اما در صورت امکان باید آن را انجام داد.
آزمایش کشش: این آزمایش از آزمایشهای بسیار معمول برای پیچ می باشد. در آزمایش
کشش، پس از بستن کامل پیچ با یک مهره از ردهی مقاومتی بالاتر برروی دستگاه کشش،
با سرعتی مناسب پیچ تا حد تنش تسلیم زیر کشش قرار گرفته و سپس به مدت ده ثانیه
در همین حالت باقی میماند ؛ سپس بار کششی از روی پیچ برداشته میشود . در این
آزمایش هیچگونه شکست یا ا فزایش طول همیشگی در پیچ نباید وجود داشته باشد.
آزمایش کشش گوهای: پس از آزمون کشش این آزمایش بر روی پیچ انجام میشود. الزام
آییننامه برای انجام آزمایش کشش بر روی نمونهی کامل و واقعی پیچ و مهرهی استفاده
شده در پروژه است،مگردر مواردی که محدودیت ظرفیت دستگاه آزمایش وجوددارد ویا
طول پیچ خیلی کوتاه است که در این حالت از نمونهی ماشینکاری شده استفاده میشود.
در این آزمایش باید دستکم به مقدار چهار رزوهی کامل از پیچ بین فکهای دستگاه قرار
بگیرد. حداکثرسرعت دستگاه نباید از 25 mm/min بیشتر باشد. شکست بهوجود آمده
تنها بایددر بدنهی پیچ باشدودرصورت بروز شکست در محل اتصال سرپیچ به بدنه، حتی
اگر به مقاومت مورد نیاز نیز رسیده باشد، نمونه مورد پذیرش نیست. این شکست در پیچ
های ساخته شده به روش فورج گرم بیشتر مشاهده میشود و بر همین اساس تاحدامکان
بایداز پیچهای ساخته شده به روش فورج سرد استفاده شود.از آنجایی که در ایران و در
حال حاضرتنها تا قطر M24 به روش فورج سردتولید میشود،در طراحی باید تلاش نمود
تا از قطرهای بالاتر استفاده نشود.
آزمایش سختیسنجی : این آزمایش در ردهی آزمایشهای غیر مخرب پیچ بوده و برای
آگاهی از میزان سختی قطعه و برابری آن با مقدار استاندارد انجام میشود. سختیسنجی
برای بخش انتهایی، سطح صاف بدنه و سطح صاف سرپیچ انجام میشود. بهطورکلی از سه
روش برای آزمون سختیسنجی استفاده میشود که عبارتند از : روش برینل، روش راکول
و روش ویکرز.
برای مهره از آزمایش کشش استفاده نمیشود و تنها آزمایشهای بار گواه و سختیسنجی
بر روی مهرهها انجام میگیرد. برای واشر نیز تنها آزمایش سختیسنجی انجام میشود
برای دستـیابی بیشتر به اطلاعـات تخصـصی پیـچ و مـهره می توانید با کارشناسان و
مشاوران زبده شرکت کیمیا صنعت تماس بگیرید.
كليه سايز هاي پر مصرف پيچ ها با توجه به نياز پروژه های کشور در صنايع مختلف از
سايز M6 تا M100 توسط شركت ظفر صالح سبا قابل توليد و تأمين مي باشند .
پیچ ها با پوشش های مختلفی قابل عرضه می باشند که شامل پوشش سیاه ، پوشش
داكرومات،پوشش گالوانيزه گرم و گالوانیزه سرد (کروماته آبی، فسفاته زرد) می باشند.
۱- قطر خارجي Mujor D – بزرگنرين قطر پيچ و يا مهره را قطر خارجي آن گويند كه عبارت است
از اندازه سر دندانه تا سر دندانه مقابل كه آنرا با حرف OD نمايش مي دهند.
۲- ارتفاع يا گودي دندانه Depth of T – ارتفاع دندانه عبارت است ازفاصله قائم ميان سر دندانه
تا ته دندانه پيچ كه آنرا با علامت h مشخص مي نمايند.
۳- قطر داخلي Minor D كه كوچكترين قطر پيچ و يا مهره را قطر داخلي گويند كه اندازه آن عبارت است
از فاصله ته دندانه تا ته دندانه مقابل آن يا به عبارت ديگر برابر است با تفاضل قطر بزرگ دو برابر
ارتفاع دندانه كه با حرف I نشان ميدهند.
۴- تعداد دندانه Nimber of T. – تعداد دندانه عبارت استاز تعداد دندانه در يك اينچ روي محيط
در طول پيچ كه براي تعيين آن خط كش يا كليس را روي پيچ قرار داده و سپس دندانه هاي بين يك
اينچ را ميشماريم كه معمولاًآنرا با حرف N نمايش ميدهيم. علاوه بر آن ميتوان با طرق مختلف ديگري
آنرا اندازه گيري نمود كه عبارت از استفاده از شابلن به اين ترتيب كه شابلن مورد نظر را رويدندانه ها
قرار داده و در صورتيكه نوري از بين دندانه ها مشاهده نشد تعداد دندانه هائيكه روي شابلن نوشته
شده است همان تعداد دندانه پيچ خواهد بود.
۵- گام يا تقسيم دندانه Pitch – فاصله نوك يك دنده تا دنده مجاور و يا فاصله يك نقطه از ته دنده
تا نقطه مشابه از ته دنده ديگر را گام يا تقسيم دنده گويند كه با علامت P مشخص ميكنند.
۶- تارك يا پهناي سر دنده Crest – سر دندانه پيچ هاي يكنواخت ملي داراي سطح باريكي است
كه طرفين يك دندانه را بهم متصل ميسازد با f علامت گذاري شده است.
۷- پهناي ته دندانه root – كف شيتر بين دو دندانه محور كه طرفين آنها را بهم متصل مي سازد
پهناي ته دندانه گويند كه با علامت C يا R نمايش ميدهند.
۸- قطر متوسط (قطر ميانه) پيچ Pitch D. – قطر ميانه عبارت است از استوانه فرضي كه دنده هاي
پيچ را درمحلي قطع ميكند كه در آن قسمت هر دندانه مساوي پهناي شيار مجاور آنست و يا بعبارت
ديگر عبارت است از تفاضل قطر بزرگ و ارتفاع دنده كه با علامت DP و يا E نمايش داده ميشود.
۹- گام محوري پيچ Lead – گام محوري پيچ عبارت است از فاصله اي كه پيچ در داخل مهره يامهره
روي پيچ در يك دور گردش اين گام درست شبيه گام دندانه مي باشد. گامهاي محوريمتعددي را
نشان ميدهد.
جدیدترین اخبار
- Project 6 – Living Room Designاکتبر 30, 2015 - 5:09 ب.ظ
 Project 5 – More Interiorاکتبر 30, 2015 - 5:07 ب.ظ
Project 5 – More Interiorاکتبر 30, 2015 - 5:07 ب.ظ Project 4 – Office Towerاکتبر 21, 2015 - 3:47 ب.ظ
Project 4 – Office Towerاکتبر 21, 2015 - 3:47 ب.ظ