
قیمت پیچ
قیمت پیچ و مهره
قیمت پیچ و مهره:
عوامل موثر در قیمت پیچ و مهره می تواند شامل عوامل زیر باشد:
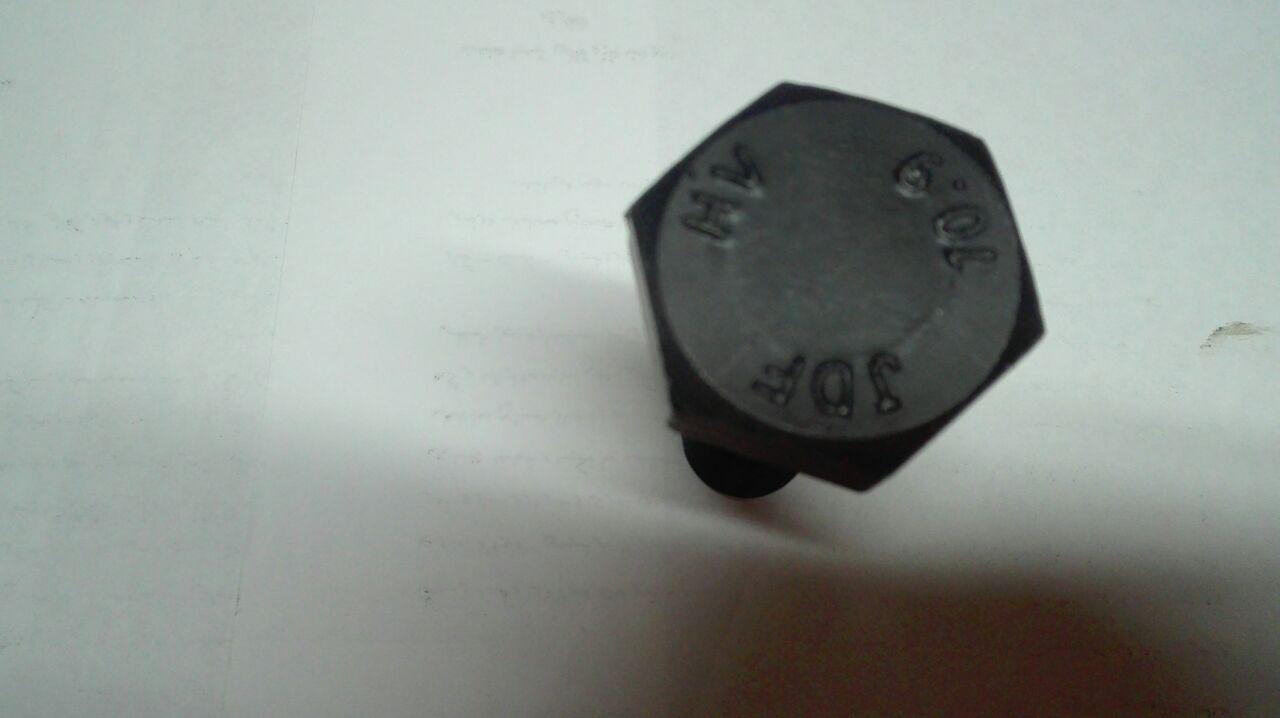
1-جنس پیچ و مهره: پیچ و مهره ممکن است بسته به شرایط پیچ و مهره آهنی ،پیچ و مهره فولادی ، پیچ و مهره مسی ،پیچ و مهره برنجی ،پیچ و مهره استنلس استیل ،پیچ و مهره آلمینیومی و یا آلیاژی خاص باشند که هر کدام از این ها زیر مجموعه ها و استاندارد های خاصی دارد. مثلا پیچ و مهره های فولادی با گرید 8.8 و 10.9 و 12.9 مشخص می گردند. تعیین جنس پیچ و مهره در سفارش کالا بسیار مهم بوده و در تعیین قیمت بسیار موثر خواهد بود. استاندارد ASTM نیزجهت تعیین جنس پیچ و مهره می تواند موثر باشد بعنوان مثال پیچ ASTM A325 معادل پیچ و مهره فولادی شش گوش گرید 8.8 و ASTM A490 معادل پیچ و مهره شش گوش فولادی گرید 10.9 ( شامل پیچ و مهره HV ) می باشد.
2-ابعاد پیچ و مهره: ابعاد پیچ و مهره شامل موارد زیر می باشد:
گل پیچ یا آچار خور پیچ: گل پیچ ممکن است آچار خور ، پیچ آلنی ، پیچ گوشتی خور و یا گرد باشد که هر کدام از آنها زیر مجموعه های خود را دارند.
ارتفاع پیچ: بر اساس استاندارد هر گل پیچ ارتفاع خاصی دارد. ممکن است گل پیچ طوری طراحی شود که پس از بسته شدن کاملا در سطح فرو برود یا بایستی برای ایجاد فشار بیشتر ضخیم تر باشد.
طول پیچ:
قطر پیچ: در واقع میزان مته یا سوراخی که پیچ قرار است در آن قرار بگیرد و نیز محاسبات مقاومتی پیچ و نیرو های وارد بر پیچ و مهره در قطر پیچ تعیین کننده است.
طول رزوه: نوع رزوه ها نیز باید تعیین شوند که معمولا دو نوع دنده میلیمتر و دهنده اینچی پر مصرف ترین هستند اما مثلا در پیچ متری رزوه کبریتی هم استفاده می شود. برخی انواع دیگر رزوه که ممکن است از هم فاصله بیشتری داشته باشند نظیر پیچ MDF یا پیچ چوب یا دنده ها به هم نزدیکتر باشند(در مورد جاهایی که پیچ لرزش بیشتری را باید تحمل کند.)
در ایران استاندارد DIN آلمان که بر روی ابعاد پیچ تمرکز بیشتری دارد استفاده فراوانی دارد بعنوان مثال پیچ DIN 933 معروف به پیچ شش گوش تمام رزوه و پیچ DIN 931 معروف به پیچ شش گوش نیم رزوه و DIN 934 مهره های مربوطه است و پیچ DIN 6914 معرف پیچ شش گوش HV با مقاومت بالا و مهره DIN 6915 معرف مهره شش گوش HV وDIN 6916 واشر تخت HV مباشد.
3-پوشش پیچ و مهره: پس از تولید پیچ یا مهره معمولا بسته به شرایطی که قرار است پیچ و مهره در آن استفاده شود پیچ و مهره را پوشش دهی می کنند ، مثلا پیچ و مهره گالوانیزه گرم در محلول روی مذاب غوطه ور گشته و بین 40 تا 90 میکرون با پوشش روی پوشش دهی می شود. ویا پیچ و مهره گالوانیزه سرد که با عملیات الکترولیز پوشش دهی می شود یا پیچ داکرومات با عملیات داکروماتایز پوشش دهی می شود. البته پوشش ها انواع مختلفی دارند که موارد ذکر شده جزو پر کاربرد ترین آنها در مورد پیچ و مهره هستند. پوشش تفلون یا آبکاری PTFE و آبکاری کادمیوم که بیشترین کاربرد آنها در صنعت پترو شیمی است.
این ها مواردی هستند که برای تعیین قیمت پیچ و مهره بسیار موثر هستند. البته ممکن است پیچ و مهره از نوعی خاص باشند که بر اساس استاندارد های موجود نباشند در این صورت بایستی نقشه دقیق به همراه میزان مقاومت پیچ جهت سفارش ساخت پیچ ارائه گردد.
پیچ و مهره اتصالات نوین مجهز به سامانه قیمت دهی آنلاین آماده دریافت هر گونه سفارش می باشد.
پیچ شش گوش
استادبولت
پیچ آلن
بولت صفحه ستون
مهره چشمی
مهره مربعی
مهره باریک
مهره واشردار
سرخزینه
یوبولت
خودکار
سرمته ای
پیچ چشمی
پیچ تی
رول بولت
مهره خروسکی
مهره قفلی
مهره شش گوش
واشر تخت HV
واشر تخت آهنی
واشر فنری
مهره کاسه نمدی
مهره سربسته
مهره جوشی
پیچ اتاقی
مهره بلند
پیچ استوانه
مهره تی
پیچ دوسره
پیچ آلن مغزی
پیچ استیل
مهره استیل
واشر استیل
پیچ متری
پیچ خروسکی
مهره چاکدار
مهره گرد
پیچ شش گوش

پیچ شش گوش 10/9
پیچ شش گوش
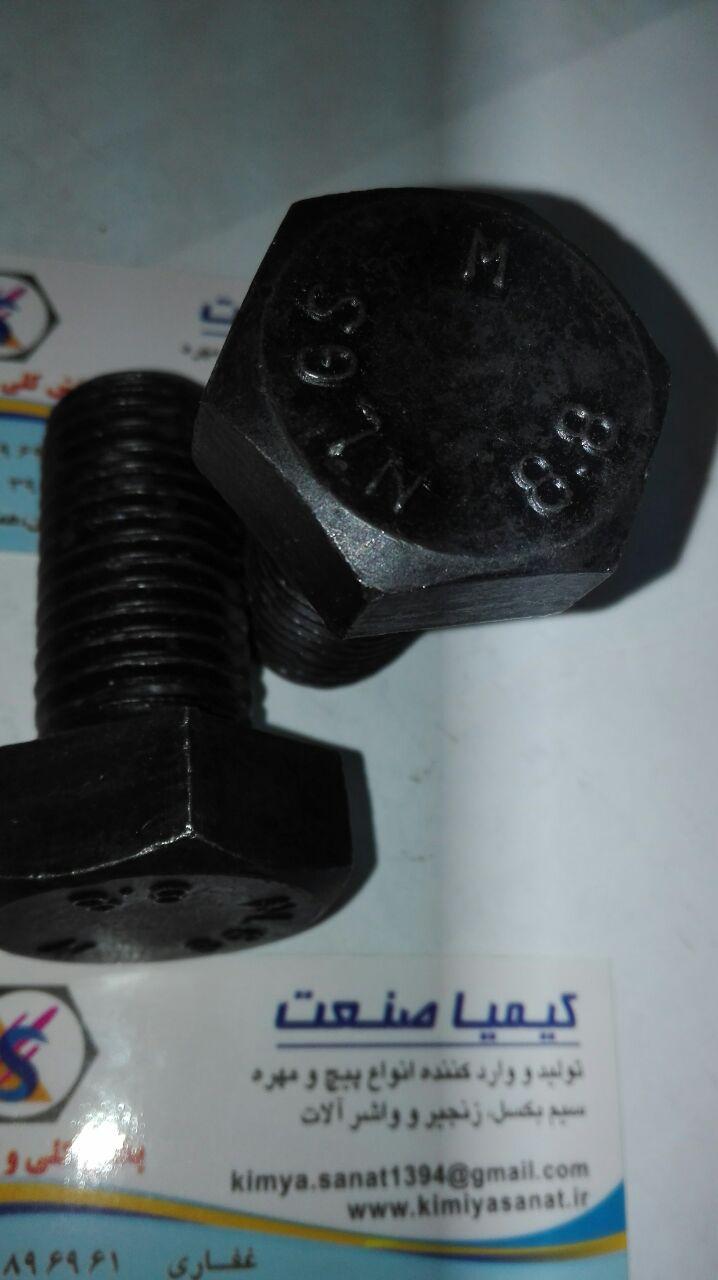
پیچ خشکه 8.8
پیچ شش گوش

پیچ خشکه 10/9
پیچ شش گوش
پیچ شش گوش Hv


