
استاندارد جدید پیچ و مهره های سازه ای – پیچ و مهره اسکلت فلزی
استاندارد جدید ASTM مشخصات پیچ و مهره های سازه ای را تلفیق می کند. استاندارد جدید ASTM استاندارد های رایج پیچ و مهره های سازه ای را در بر خواهد داشت و تلفیقی از شش استاندارد کنونی پیچ و مهره خواهد بود. با در نظر گرفتن صد ها میلیون قطعه پیچ و مهره ای که سالانه بر اساس مشخصات تعیین شده توسط استاندارد ASTM تولید می شوند صنعت از شیوه ای که توسط استاندارد جدید ASTM که F3125 است تهیه می شود منفعت خواهد برد. خصیصه ای برای پیچهای سازه ای با مقاومت کم وپیچهای سازه ای با مقاومت بالا و سخت کاری شده با حداقل مقاومت کششی 120Ksa(830Mpa)و150Ksi(1040Mpa)با رزوه های اینچی و میلیمتری.
اتصالات پیچ و مهره های سازه ای اجزاء ضروری و مهم یک اسکلت فلزی هستند که انواع مختلف سازه های فلزی را به یکدیگر متصل می کنند. از ساختمان های تا سازه های فضایی که در ترمینال هواپیمایی و تسهیلات ورزشی بکار برده می شوند.
شش استاندارد پیچ و مهره های اسکلت فلزی که در ASTM 3125 تلفیق شده اند بشرح زیر می باشند:
ASTM A325 , ASTM A325M :شامل پیچ های فولادی سخت کاری شده با مقاومت معمولی
ASTM A490 , ASTM A490M :شامل پیچ های فولادی سخت کاری شده با مقاومت بالا
ASTM F1825 , ASTM F2280 :شامل پیچ و مهره و واشر پیچ های کنترل
کمیته ASTM F16 با رهبری موسسه فلزی آمریکا و شورای تحقیق اتصالات فلزی طرح پیشنهادی فوق را جهت تلفیق این استاندارد ها مورد بررسی قرار داده است. این فرایند نیاز های صنعت را مشخص و راه حل های ارزشمندی را پیشنهاد داده است.
چادلارسون مدیر عامل شرکت تولیدی پیچ و مهره لی ژون و مدیر مسئول کمیته زیر مجموعه ASTM در پیچ و مهره های فولادی در این رابطه می گوید: بعنوان مثال می توان گفت وقتی دیدگاههای تازه ، همکاریها و تلاشها با همدیگر ترکیب شوند چه اتفاق جالبی خواهد افتاد. اطلاعات پیچ و مهره٬ پیچ استوانه٬ پیچ استیل٬ پیچ الن٬ پیچ الن سر تخت٬ پیچ الن مغزی٬ پیچ اهنی-٬ پیچ تک خار٬ پیچ تمام رزوه پیچ خشکه 8.8٬ پیچ تی٬ پیچ جوشی پیچ چهار گوش٬ پیچ چشمی٬ پیچ خشگه٬ پیچ خودکار٬ پیچ دنده درشت ، تولید انواع پیچ٬ پیچ دنده ریز٬ پیچ دنده ژاپنی٬ پیچ سرمته٬ پیچ کفشکی٬ پیچ گالوانیزه٬ پیچ گالوانیزه گرم٬
بایگانی برچسب برای: تولید پیچ

اتصالات پیچ و مهره سازه های فولادی
اتصالات پیچ و مهره سازه های فولادی
چکیده:
یکی از مهم ترین اجزای سازه های فولادی که وظیفه ی انتقال نیروهای اعضا به یکدیگر و به تکیه گاه ها را بر عهده دارد، اتصالات میان اعضا می باشد. اتصالات پیچی به دلیل سرعت بسیار بالا در اجرا و اطمینان از رفتار آن ها به گونه ی مورد انتظار و شکل صنعتی مطلوب ساخته سازه ای، از بهترین انواع اتصال در سازه های فولادی بوده که در سال های اخیر مورد توجه فراوان قرار گرفته است. اما، در روند ساخت این نوع سازه ها، با توجه به تکنولوژی تولید و ساخت در کشور ما، مواردی از عدم اجرای دست و اصولی دیده می شود. در این مقاله تلاش شده است تا با گرداوری نکات آیین نامه ای و روند تولید با توجه به فرآوری و تکنولوژی موجود، نکاتی را در طراحی، اجرا و از همه مهم تر بازرسی سازه های فولادی با اتصالاتی پیچی ارایه گردد.
واژگان کلیدی: اتصالات سازه های فولادی، عملکرد اصطکاکی و اتکایی، پیش تنیدگی، آزمایش های پیچ و مهره ای.
پیشگفتار
اتصالات در همه ی سازه ها از جمله ساز های فولادی یکی از اجزای سازه بوده و عامل اصلی یکپارچگی سیستم های سازه ای می باشد. به طور کلی تعریف نوع قاب نیز بر اساس نوع و رفتار اتصال صورت میگیرد. یک اتصال ضعیف و نامناسب می تواند منجر به یک سری زوال های پی در پی و بنیادی در سازه های فولادی گردد. از آن جا که زوال دیگر اعضای سازه ای خیلی کم اتفاق می افتد، بسیاری از زوال های سازه ای ناشی از طراحی ضعیف اتصالات و یا ضعف در جزییات اجرایی می باشد که با اندکی دقت در نحوه ی شکست بیشتر سازه های فولادی تحت بارگذاری های گوناگون، قابل مشاهده است که ضعف اتصال چگونه می تواند عاملی بسیار تعیین کننده در خرابی سازه های فولادی باشد.
انواع عملکرد اتصالات پیچی:
انواع اتصال های پیچی: به طور کلی دو فلسفه در عملکرد اتصالات پیچی که عبارتند از: اتصال اتکایی و اتصال اصطکاکی.
۱-۲٫ عملکرد اتصال اتکایی: در عملکرد اتکایی، پیچ درون سوراخ صفحات اتصال قرار می گیرد و مهره بسته می شود. هنگامی که بار خارجی به پیچ وارد میشود، قطعات اتصال لغزش پیدا می کنند که در اثر آن، یک نیروی فشاری به لبه های اتصال وارد می شود که تبدیل به نیروی برشی در پیچ می گردد. این اتصال تنها برای حالت بارگذاری ثقلی می باشد و در طرح لرزه ای نباید از این نوع عملکرد در اتصال استفاده نمود. در این نوع اتصال هیچ نیروی پیش تنیدگی در پیچ ایجاد نمی شود و برای اجرای این اتصال، تنها سفت کردن پیچ به وسیله ی کارگر کفایت می کند.
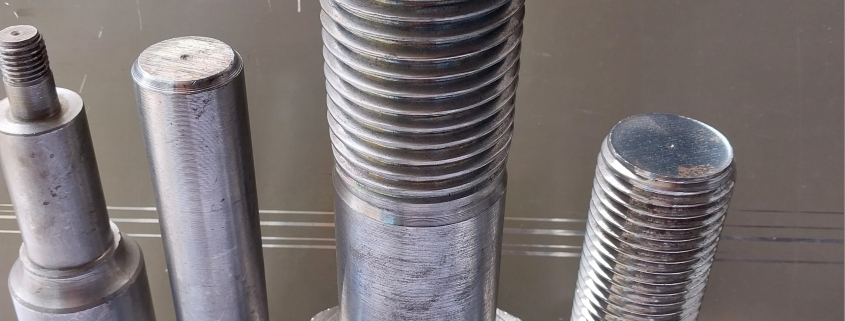
۲-۲٫ عملکرد اتصال اصطکاکی: هنگامی که پیچد درون سوراخ صفحات اتصال قرار می گیرد، علاوه بر مهره باید از واشر نیز استفاه نمود. باید توجه شو که واشر مصرفی در اتصال اصطکاکی نباید از نوع واشر فنری باشد بر اساسا بند ۱۰-۳-۵-۳ مبحث دهم ویرایش ۱۳۸۷، در طراحی لرزه ای تنها باید از این فلسفه ی طراحی در اتصال استفاده شود. به عبارتی دیگر، در رطاحی همه ی اتصالات قاب های خمشی و قاب های دوگانه و نیز اتصالات بادبندی و وصله ی ستون های باربر جانبی در قاب های ساده باید از این نوع عملکرد استفاده نمود. در این نوع اتصال، علاوه بر سفت کردن نخستین پیچ، باید به مقداری که در طراحی مشخص شده است، نیروی پیش تنیدگی نیز در پیچ ایجاد شود. با اعمال نیروی پیش تنیدگی، در پیچ تحت کشش قرار گرفته و با اعمال بار، بین صفحات اتصال اصطکاک به وجود می آید که باعث عدم لقی و کارکرد کامل اتصال می شود. باید در نظر داشت که شکل پیچ در اتصال اصطکاکی با شکل پیچ در اصتلا اتکایی متفاوت است. به طوری که پیچ های اتصال اصطکاکی دارای سرپیچ بزرگتر هستند.
۱-۲-۲-: زمانی که یک پیچ بر مقاومت بدون کشش اولیه، تحت اثر نیروی کششی خارجی قرار می گیرد، نیروی کششی درون پیچ با نیوی اعمال شده برابر می گردد. در صورتی که پیچ پییش تنیده (پیش کشیده) شده باشد، درصد بسیار زیادی از نیروی کششی خارجی صرف ایجاد نیروهای فشاری و یا گیره ای اعمال شده به اجزای اتصال می شود. به دلیل آن که به طور معمول کشش به وجود آمده در پیچ های پرمقاومت ناشی ا نیروی کششی خارجی در لحظه ی جدا شدن قطعات از یکدیگر نزدیک به ده درصد بیش از کشش در آغاز بارگذاری می باشد، لذا باید همه ی پیچ هایی که تحت اثر کشش مستقیم قرار دارند، پیش کشیده شوند.
۲-۲-۲-: الزامات ضریب اصطکاک سطوح فولادی در اتصالات اصطکاکی: به طور کلی اصطکاک حاصل دو عامل می باشد، یکی زبری سطح و دیگری نیوی پیش تنیدگی. در طراحی فرض بر رنگ نشدن و وجود زبری مناسب سطوح اتصال می باشد، در نتیجه هنگامی که قطعات نصب می شوند، باید همه ی سطوح اتصال (شامل سطوح مجاور سرپیچ ها و مهره ها) از قسمت های پیوسته شده و دیگر مواد زاید عاری بوده و به ویژه سطوح تماس اتصالات اصطکاکی باید به طور کامل تمیز باشد و اثری از پوسته ی زنگ، رنگ، لاک، انواع روغن و مصالح دیگر در آن ها وجود نداشته باشد. بنابراین پس از این که اتصال به وجود آمد، محل همه ی پیچ های بسته شده رنگ آمیزی می شود.
۳-۲٫ محدودیت های اتصالات پیچی: بر اساس فصل ۱۰-۱-۱۰ مبحث دهم، برای اتصالات زیر باید از اتصال اصطکاکی با پیچ پرمقاومت یا اتصال جوشکاری شده استفاده شود:
۱-۳-۲- وصله ی ستون ها در سازه های با ارتفاع ۶۰ متر و بیشتر.
۲-۳-۲ وصله ی ستون ها در سازه های با ارتفاع بین ۳۰ تا ۶۰ متر در صورتی که نسبت بعد کوچک پلان به ارتفاع در آن ها از ۴۰ درصد کمتر باشد.
۳-۳-۲٫ وصله ی ستون ها در سازه های با ارتفاع کمتر از ۳۰ متر در صورتی که نسبت بعد کوچک پلان به ارتفاع در آن ها از ۲۵ درصد کمتر باشد.
۴-۳-۲٫ در سازه های با ارتفاع بیش از ۴۰ متر، برای اتصال همه ی تیرها و شاه تیرها به ستون ها و یا اتصالات هر نوع تیر یا شاه تیری که مهار ستون ها با آن ها مرتبط باشد.
۵-۳-۲٫ همه ی سازه هایی که جرثقیل های با ظرفیت بی از ۵ تن تحمل می کنند. وصله ی خرپاها یا تیرهای شیب دار سقف، اتال خرپاها به ستون ها، وصله ی ستون ها، مهار ستون ها، مهار زانویی بین خرپای تیر سقف و ستون و تکیه گاه های جرثقیل مشمول این امر می باشند.
۶-۳-۲- در اتصالات تکیه گاه های اعضایی که ماشین های متحرک یا بارهای زنده از نوعی را تحمل می کنند که تولید ضربه و یا معکوس شدن تنش ها را به همراه داشته باشند.
۷-۳-۲٫ هر اتصال دیگری که در نقشه های طرح و محاسبه قید شده باشد.
آشنایی با روش های تولید پیچ:
۱-۳٫ روش های نورد و ساخت پیچ: پیچ ها به طور کلی به دو روش فورج سرد و فورج گرم تولید می شوند. روش فورج سرد دارای عیوب کمتر و کیفیت بهتری نبست به فورج گرم می باشد. همچنین باید دانست که در حال حاضر در کشور ما، تنها تا سایز M24 به روش فورج سرد تولید می شود که به این نکته در طراحی باید توجه نمود.
۲-۳٫ روش های پوشش دهی پیچ بر اساس ASTM: ممکن است پس از ساخت، پیچ ها برای جلوگیری از خوردگی پوشش دهی شوند. روش های پوشش دهی عبارتند از:
الف_ پوشش گالوانیزه ی سرد یا الکترولیز،
ب- پوشش گالوانیزه ی مکانیکی (که در ایران کمتر تکنولوژی آن وجود دارد).
پ – پوشش گالوانیزه ی گرم یا غوطه وری گرم
ت- پوشش غیر گالوانیزه یا رنگی.
آیین نامه ی ASTM به طور اکید توصیه می کد که برای پیچ های رده ی ۱۰٫۹ از هیچ پوشش فلزی استفاده نشود، چرا که امکان به وجود آمدن ترک های هیدروژنی در پیچ وجود خواهد داشت. در نتیجه باید توجه داشت که در محیط های خورنده از پوشش های غیر گالوانیزه با گالوانیزه در مرحله ی اسیدشویی ست که باعث فعال شدن یون هیدروژن در فولاد پیچ می شود، در حالی که در روش غیرگالوانیزه، از روش شات بلاست یا پاشش ریزدانه ی فولادی به جای اسیدشویی استفاده می شود.
آزمایش های پیچ، مهره و واشر:
به طور کلی آزمایش های زیر برای ست پیچ و مهره و واشر انجام می شود:
۱-۴٫ آزمایش های ابعادی
۲-۴٫ آزمایش های متالوژیکی
۳-۴٫ آزمایش های مکانیکی
۴-۴٫ آزمایش های پوشش مقاوم خوردگی
آزمایش های ابعادی و نیز متالوژیکی در هنگام تولید پیچ و مهره و واشر، در کارخانه ی سازنده انجام می شود. آزمایش های مکانیکی پس از تولید پیچ و مهره و واشر، در کارخانه ی سازنده یا آزمایشگاه های مقاومت مصالح انجام می گیرند. آزمایش های مکانیکی برای مهندسان طراح و بازرسان دارای اهمیت می باشد. به طور کلی آزمایش های مکانیکی شامل آزمایش های کشش، سختی سنجی و ضربه می شود. آزمایش کشش خود شامل سه نوع آزمایش می شود که عبارتند از : آزمایش بار گواه، آزمایش کشش گوه ای بر روی نمونه ی کامل و ازمایش کشش بر روی نمونه ی ماشین کاری شده.
۱-۴-۴٫ آزمایش ضربه: در آزمایش ضربه که به آن تاب نمونه ی زخم دار نیز می گویند، یک نمونه از مصالح مورد استفاده را برداشته، به کمک دستگاه پاندول دار و سقوط آزاد پاندول، قطعه شکسته شده و خمیزان انرژی جذب شده ی آن را اندازه گپیری می کنند. آزمایش ضربه برای پیچ اجباری نیست اما در صورت امکان باید آن را انجام داد.
۲-۴-۴٫ آزمایش کش: این آزمایش از آزمایش های بسیار معمول باری پیچ می باشد. در آزمایش کشش، پس از بستن کامل پیچ با یک مهره از رده ی مقاومتی بالاتر بر روی دستگاه کشش، با سرعتی مناسب پیچ تا حد تنش تسلیم زیر کشش قرار گرفته و سپس به مدت ده ثانیه در همین حالت باقی می ماند سپس بار کششی از روی پیچ برداشته می شود. در این آزمایش هیچ گونه شکست یا افزایش طول همیشگی در پیچ نباید وجود داشته باشد.
۳-۴-۴٫ آزمایش کشش گوه ای: پس از آزمون کشش این آزمایش بر روی پیچ انجام می شود. الزام آیین نامه برای انجام آزمایش کشش بر روی نمونه ی کامل و واقعی پیچ و مهره ی استفاده شده در پروژه است، مگر در مورادی که محدودیت ظرفیت دستگاه آزمایش وجود دارد و یا طول پیچ خیلی کوتاه است که در این حالت از نمونه ی ماشین کاری شده استفاده می شود. در این آزمایش باید دست کم به مقدار چهار رزوه ی کامل از پیچ بین فک های دستگاه قرار بگیرد. حداکثر سرعت دستگاه نباید از mm/min 25 بیشتر باشد. شکست به وجود آمده تنها باید در بدنه ی پیچ باشد و در صورت بروز شکست در محل اتصال سرپیچ به بدنه، حتی اگر به مقاومت مورد نیاز نیز رسیده باش، نمونه مورد پذیرش نیست. این شکست در پیچ های ساخته شده به روش فورج گرم بیشتر مشاهده می شود و بر همین اساس تا حد امکان باید از پیچ های ساخته شدهبه روش فوج سرد استفاده شود. از آن جایی که در ایران و در حال حاضر تنها تا قطر M24 به روش فورج سرد تولید می شود، در طراحی باید تلاش نمود تا از قطرهای بالاتر ازاستفاده نشود.
۴-۴-۴- آزمایش سختی سنجی: این آزمایش در رده ی آزمایش های غیرمخرب پیچ بوده و برای آگاهی از میزان سختی قطعه و برابری آن با مقدار استاندارد انجام می شود. سختی سنجی برای بخش انتهایی، سطح صاف بدنه و سطح صاف سرپیچ انجام می شود. به طور کلی از سه روش برای آزمون سختی سنجی استفاده می شود که عبارتند از: روش برینل، روش راکول و روش ویکرز.
۵-۴-۴٫ برای مهره از آزمایش کشش استفاده نمی شود و تنها ازآمایش های بار گواه و سختی سنجی بر روی مهره ها انجام می گیرد. برای واشر نیز تنها آزمایش سختی سنجی انجام می شود.
۶-۴-۴٫ جهت انجام آزمایش های لازم برای پیچ و مهره و واشر، باید تعداد نمونه ی لازم بر اساس جدول موجود در نشریه ی ۲۶۴ (آیین نامه ی اتصالات) استفاده شود. باید دانست که از این جدول تنها می توان تعداد نمونه جهت انجام آزمایش برای پیچ ای پوشش دهی شده به هر دو روش گالوانیزه و غیر گالوانیزه را ارایه داده است که برابر جدول زیر می باشد:
۵-۴٫ تعریف محموله ی تولیدی: به محصولاتی که از نپز ابعادی دارای مشخصات یکسان بوه و همه ی آن ها از یک شماره ی ذوب تولیدی مواد اولیه ساخته شده باشند یک محموله ی تولیدی یا یک بج می گویند. در نتیجه، برای انجام آزمایش های لازم پیچ، مهره و واشر، تعداد نمونه بر اساس هر یج تعریف می شود.
مشخصات پیچ های تولیدی در ایران:
۱-۵: تنش گسیختگی FU در پیچ که با توجه به نحوه ی تولید پیچ های پرمقاومت در ایران، طراحان باید به مورد مهمی در طراحی سازه توجه کند. در تولید پیچ، به دلیل استفاده ی تولیدکنندگان از فن آوری و تجهیزات آلمانی، آیین نامه ی مرجع DIN آلمان می باشد، اما آیین نامه ی طراحی براساس مبحث دهم، برگرفته از علایم استانداردهای آمریکایی می باشد. در آیین نامه های آمریکایی، رده ی پیچ بر اساس مقاومت طبقه بندی شده است در حالی که در آیین نامه های آلمانی بر اساس شکل عملکرد پیچ دسته بندی صورت گرفته است. طراح باید به این نکته توجه داشته باشد که در محاسبات و نیز نقشه ها از علامت های آلمانی استفاده کنند چرا که پیچ موجود در بازار ایران بر این اساس می باشد.
۱-۱-۵ دسته بندی پیچ براساس مبحث دهم از مقررات ملی ساختمان براساس جدول زیر است:
کد پیچ
استحکام کششی نهایی Fu
تنش مجاز کششی Fy
A307
۴۲۰۰ kg/cm
۳۰۰۰ kg/cm
A 325
d < 25.mm.8250 kg/cm
d < 25 m.m , 6400 kg/cm
d>25mm,7250 kg/cm
d< 25mm,5600 kg/cm
A 490
۱۰۰۰۰ kg/cm
۹۰۰۰ kg/cm
کد پیچ
ردهی مقاومت
استحکام کششی
تنش مجاز کششی F
نوع عملکرد
مقدار رزوه
DIN931
۸٫۸
۸۰۰۰ KG/CM
۶۴۰۰ KG/CM
اتکایی
نیم روزه
۱۰٫۹
۱۰۰۰۰ KG/CM
۹۰۰۰ KG/CM
DIN933
۸٫۸
۸۰۰۰kg/cm
۶۴۰۰ kg/cm
اتکایی
تمام روزه
۱۰٫۹
۱۰۰۰۰ kg/cm
۹۰۰۰ kg/cm
DIN6914-HV
۱۰٫۹
۱۰۰۰۰ kg/cm
۹۰۰۰kg/cm
اصطکاکی
نیم رزوه
۲-۵: تعریف رده ی مقاومتی پیچ: رده ی مقاومتی در پیچ ها براساس DIN با سه عدد ۱۲٫۹,۱۰٫۹,۸٫۸ تعریف شده است که در ایران رده ی ۱۲٫۹ تولید نمی شود. البته این آیین نامه رده های مقاومتی ۵٫۶,۴٫۶ را نیز برای پیچ های معمولی تعریف نموده است. از آن جا که با توه به بند ۱۰-۳-۵-۳ مبحث دهم ویرایش ۱۳۸۷، در اتصالات لرزه ای تنها باید از پیچ های پرمقاومت استفاده شود، این نوع پیچ ها در طراحی اتصالات اصطکاکی کاربردی ندارد، ضمن آن که تولید این نوع پیچ نیز در کشور ما بسیار محدود می باشد. این عدد معرف مقدار تنش جاری شدن و تنش گسیختگی پیچ می باشد. به عنوان مثال، در رده ی مقاومتی ۸٫۸، منظور از ۸ اول حداقل مقاوت نهایی پیچ برابر ۸۰۰۰ Kg/m و منظور از ۸٫ مقدار تنش جاری شدن پیچ برابر با ۰٫۸*۸۰۰۰=۶۴۰۰ Kg/cm می باشد.
آشنایی با وسایل بستن و پیش تنیدگی در اتصالات:
۱-۶٫ وسایل دستی: این ابزار شامل آچار رینگی، بست (Spanner) و ابزاری از این دست بوده که بیشتر برای بستن پیچ ها در اتصلاات اتکایی کاربرد دارد. این ابزار برای پیش تنیدگی اتصالات اصطکاکی کاربردی ندارد.
۲-۶٫ وسایل ماشینی: چون یک کارگر تانایی لازم برای پیش تنیدگی پیچ های اتصالات اصطکاکی را ندارد، به ناچار باید از وسایل ماشینی برای این مقصود استفاده نمود. این وسایل امل ابزار مختلفی ست که پرکاربردترین آن ها عبارتند از:
۱-۲-۶ آچار هیدرولیک: این وسیله با فشار روغن کار کرده و در سازه های فولادی کاربرد زیادی نداشته و بیشتر در مخازن تحت فشار استفاده می شود.
۲-۲-۶ آچار بادی: در کشور ما، برای سازه های فولادی بیشتر از این وسیله استفاده می شود. این ویسله دارای انواع و اندازه های گوناگون بوده و کارکردن آن با فشار زیاد می باشد. به همین دلیل باید از کمپرسور باد برای تامین نیروی آن استفاده نمود. در این روش با استفاده از باد پرفشار و ضربه زدن، پیچ ها سفت می شود.
۳-۲-۶ آچار برقی: این وسایل همان گونه که از نامشان پیداست با برق کار می کند. این ابزار در کشور ما رایج نیست که شاید به دلیل گرانی ابزار و هزینه ی تامین و نگهداری بالا باشد.
۳-۶٫ به طور کلی به ابزار سفت کردن و پیش تنیدن پیچ ها Impactor گفته می شود می شود نکته ی مهم هنگام استفاده از این ابزار عدم آگاهی از میزان گشتاور ایجاد شده و میزان پیش تنیدگی پیچ می باشد که مورد بسیار مهمی در زمینه ی ایجاد یک اتصال درست در هنگام اجراست.
۱-۳-۶: ترک متر (Torque Meter): همان گونه که اشاره شد، با ساتفاده از ابزار دستی یا ماشینی برای سفت کردن پیچ ها ی اتصال سازه، نمی توان میزان گشتاور ایجاد شده و پیش تنیدگی حاصل از آن را به دست آرد. برای رسیدن به پیش تنیدگی در پیچ های یک مجموعه اتصال، باید میزان گشتاور پیچشی مشخص شود که برای این کار از وسیه ای به نام ترک متر استفاده می شود. این وسیله دارای نشانگری ست که به کمک آن می توان مقدار گشتاور پیچشی وارد بر پیچ را اندازه گیری نمود.
۲-۳-۶: چندکاره (MultiPlayer): در مورد پیچ های تا سایز M20 (سایزهای پایین) می توان انتظار داشت که نیروی یک کارگر معمولی توان سفت کردن آن را داشته باشد، اما، برای سایزهای بزرگتر از آن که نیروی کارگری تامین کننده ی میزان سفت شدگی نیست، باید از دستگاه چندکاره که در اصطلاح به آن مولتی پلایر گفته می شود استفاده نمود. این دستگاه دارای انواع گوناگونی است که براساس شاخصه ی نسبی با افزایش نیوی دست کارگر تقسیم بندی شده است. به عنوان مثال، مولتی پلایر، ۱:۲ میزان نیروی دست کارگر را دو برابر و ولتی پلایر ۱:۵ میزان نیروی دست کارگر ار پنج برابر می کند.
۳-۳-۶: به طور ممول در پروژه های ساخمانی، از ترکیب ترک متر و مولتی پلایر برای سفت کردن و پیش تنیدن پیچ های اتصالات سازه های فولادی استفاده می شود.
روش های پیش تنیدن در پیچ های اتصالات فولادی:
استانداردهای گوناگون هر کدام روش هایی را برای پیش تنیدگی پیچ ها معرفی کرده و به رسمیت شناخته اند. یکی از معتبرترین استانداردها در این زمینه، استاندارد کمیه ی RCSC که از کمیته های زیمجموعه ی AISC می باشد بوده و چهار روش کاربردی را برای پیش تنیدگی در پیچ معرفی نموده است:
۱-۷٫ استفاده از آچار کالیبره: در این روش به طور روزانه از هر پیچ تعداد سه نمونه ی پیچ، مهره و واشر انتخاب شده و کالیبره می شود. به منظور کالیبراسیون نمونه ها از یک دستگاه (اسکید مور ویلهلم) استفاده می شود و به کمک ترک متر میزان گشتاور مشخص براساس مشخصات نقشه ها یا جدول ۱۰و۴و۴ آیین نامه ی مبحث دهم تنظیم شده و برای همه ی پیچ های مشابه مکاربردی در همان روز به کار گرفته می شود. نکته ی بیار مهم در عدم برابری میزان پیش تنیدگی بین پیچ ها با مقدار ی گشاور اعمال شده ی ثابت است. یعنی وقتی برایسه نمونه پیچ یک میزان گشتاور اعمال شود، مقدار نیوی پیش تنیدگی نمیاش داده شده در دستگاه اسکید مور ویلهلم متفاوت است. بررسی های نشان داده که از میزان گشتاور اعمال شده، حدود هتاد درصد صرف غلبه بر اصطکاک موجود بین رزوه ها و نیز اصطکاک بین سطح مهره بر روی واشر شده و تنها کمتر از بیست درص گشتاور اعمال شده جهت پیش تنیدگی به کار می رود. در نتیجه آیین نامه کالیبراسیون، با این روش را با توجه به دما، شرایط محیطی و مسایلی از این دست برای هر بچ به صورت روزانه بهرسمیت می شناسد.
۲-۷٫ استفاده از واشرهای ویژه (DTI Washers): این واشرها دارای برامدگی هایی ست که برای هر سیا پیچ کالیبره شده است. روش کار به این صورت است که آن را درون اتصال قرار داده و پیچ سفت شده، سپس با اعمال نیروی بیشتر تا حد پیش تنیدگی برای ن سایز، برآمدگی های روی واشر تخت می شود. پس از آن با چشم و یا با استفاده از فیلر کنترل انجام می گیرد که تخت شدگی کامل واشر نشانه ی رسیده به میزان پیش تنیدگی لازم برای پیچ می باشد. در این روش نیازی به استفاده از ترک متر نمی باشد. البته نوع دیگری از این واشرها موجود است که به جای برآمدگی دارای یک نوع کپسول سیلیکونی رنگی ست که با رسیدن به پیش تنیدگی لازم، کپسول سیلیکونی ترکیده و رنگی قرمز از خود تراوش می کند که به راحتی و با چشم، می توان پیچ های پیش تنیده را از غیر پیش تنیده تشخیص داد. به منظور اطمینان از کیفیت واشرهای DTI ، باید همه ی الزامات استاندارد ASTM F 959M در ساخت، تولید و بازرسی این قطعات به کار گرفته شده باشد.
۳-۷٫ استفاده از بولت های ویژه (Twist off Bolt): این روش که گاهی به آن TC Bolt نیز می گویند، این نوع پیچ ها دارای یک قسمت اضافی پایینی بوده که با سفت شدن کامل پیچ به وسیله ی آن آچارهای ویژه ی خود، مهره در حهت عقربه های ساعت چرخانده شده، و بخش اضافی را در خلاف حرمت عقربه های ساعت می چرخاند، که این باعث بریده شدن قسمت اضافی پایینی پیچ شده که نشانه ی پیش تنیدگی پیچ می باشد. این روش بسیار دقیق اما غیرکاربردی ست، چون نیاز به فضای کافی برای قرارگیری آچار مخصوص داشته و همچنین برای سفت کردن پیچ تنها باید از آچارهای ویژه استفاده نمود.
۴-۷٫ استفاده از چرخش مهره: در این روش ابتدا پیچ ها را تا اندازه ای که قابل سفت شدن می باشد، بسته و سپس، روی بدنه مهره و میله ی پیچ را علامت گزاری کرده، آن گاه به میزان دوری که براساس طول و قطر در آیین نامه مشخص شده، تولید کننده پیچ و مهره چرخش اضافه بر مهره اعمال می شود. طبق جدول ۱۰و۴و۲ مبحث دهم چرخش لازم برای پیش تنیده کردن پیچ ها آورده شده که تنها برای سطوح بدون شیب کاربرد دارد. برای همه ی سطوح می توان از جدول زیر استفاده نمود:
وضعیت قرارگیری سطوح اتصال بر روی هم
طول پیچ
هر دو سطح شیب دار کمتر از ۱:۲۰
یک سطح شیب دار کمتر از ۱:۲۰
سطوح روی هم بدون شیب
۳/۲ دور
۲/۱ دور
۳/۱ دور
برابر یا کمتر از چهار برابر قطر
۶/۵ دور
۳/۲ دور
۲/۱ دور
بزگتر از چهار بابر تا کوچکتر مساوی هشت برابر قطر
یک دور کامل
۶/۵ دور
۳/۲ دور
بزرگتر از هشت برابر تا کوچکتر مساوی دوازده برابر قطر
۵-۷٫ در اتصلات پیچی سوراخ ها بر روی خط مستقیم در جهت نیرو یا عمود بر آن در یک یا چند ردیف تعبیه می گردد. چنان چه تعداد سوراخ ها زیاد باشد می توان شکل قرارگیری سوراخ ها را به صورت زیگراگ اجرا نمود. فاصله ی بین سوراخ ها به صورت یکنواخت و هماهنگ با قطر سوراخ انتخاب می شود.
انواع سوراخ ها: در اتصالات پیچی براساس آیین نامه های طراحی AISC و مبحث دهم از مقررات ملی ساختمانی ایران، انواع سوراخ به شرح زیر طبق بندی می شود:
الف سوراخ استاندارد گرد
ب سوراخ بزرگ شده گرد
سوراخ لوبیایی بلند
سوراخ لوبیایی کوتاه
ث سوراخ لوبیایی (بلند یا کوتاه) عمود بر جهت نیرو
۱-۸٫ آیین نامه ی AISC در اتصالات اصطکاکی تنش های مجاز برشی برای پیچ های پرمقاومت را براساس وضعیت سطوح ورق های در حال تماس و نیز نوع سوراخ بیان می کند. آیین نامه مذکور سطوح تماسی که تمیز بوده و لایه ای از اکسید اصل از نورد گرم در روی آن قرار داشته باشد را کلاس A می نامد و برای وضعیت های مختلف سطوح طی جدولی تنش های برشی مجاز را ارائه می کند.
۲-۸٫ مبحث دهم از مقررات ملی ساختمانی ایران تنش های مجاز برشی در اصالات اصطکاکی را بر اساس نوع سوراخ بیان می نماید. سوراخ استانارد طبق تعریف آیین نامه ی ایران سوراخی است که قطر آن ۲ میلی متر از قطر پیچ بیشتر است. در حالی که آیین نامه AISC سوراخی را استاندارد می نامد که قطر ن به طور دقیق برابر قطر پیچ باشد. از نظر اجرایی تعریف آیین نامه ی AISC امکان پذیر نیست، بلکه حتما می توان گفت که تعریف آیین نامه ی ایران برای سوراخ استاندارد نیز بسیار دشوار اجرا می گردد. در نتیجه در محاسبات بیشتر محاسبان فرض را غیراستاندارد بودن سوراخ ایجاد شده در حالت اصطکاکی (با توجه به بخش ب از بند ۱۰و۱و۱۰و۳ و بند ۱۰و۳و۵و۳ ویرایش ۱۳۸۷ مبحث دهم، اتصالاتی که در سیستم لرزه بر مشارکت ندارند) گذاشته و کنترل ها را بر اساس سوراخ بزرگ در نظر می گیرند، و در اتصالات اتکایی تاکید بر استاندارد بودن سوراخ دارند، چرا که در هر حال اجرای سوراخ استاندارد در عمل کار آسانی است.
۳-۸ فاصله ی بین سوراخ ها در بازه ی مقادیری مشخص می باشد. مقدار کمینه برای فاصله ی سوراخ ها به دو جهت است، یکی جلوگیری از گسیختگی و پارگی ورق و دیگری اجرایی بودن کار و فراهم کردن فضای مناسب برای بستن پیچ، مقدار پیشینه ی سوراخ ها پیروی سه دلیل است. نخست آن که بتوان توزیع به نسبت واقعی تری از نیروی در اتصال داشته و همنواختی یکسانی آن را در پیچ ها به وجود آورد، تا فرض صلب بودن ورق تامین شود، دوم این که با کم کردن فاصله، طول موج کمانشی حاصل از نیروی فشاری را نیز به کمترین مقدار ممکن رساند از کمانش موضعی جلوگیری شود، و آخرین دلیل هم این که از باز شدن درز بین ورق های اتصال و خطر زنگ زدگی ورق جلوگیری نمود.
۴-۸٫ فاصله ی کمینه بین سوراخ ها بر اساس جدول زیر در واحد کیلوگرم سانتی متر است
۵-۸ فاصله ی کمینه ی سوراخ ها با لبه ی کناری براساس جدول زر در واحد کیلوگرم سانتی متر است:
۶-۸:مبحث دهم از مقررات میل ساختمانی ایران محدودیت های زیر را برای سوراخ های اتصالات پیچی در نظر می گیرد:
الف) سوراخ های بزرگ فقط در اتصالات اصطکاکی مجاز است.
ب) سوراخ های لوبیایی کوتاه در تمام امتدادها در اتصالات اصطکاکی مجاز هستند و در اتصالات اتکایی امتداد طولی سوراخ باید عمود بر امتداد نیرو باشد.
ب) در اتصلالات اتکایی، سوراخ های لوبیایی بلند فقط در امتداد عمود بر مسیر نیرو مجاز هستنند و در اتصالات اصکاکی فقط می توانند در یکی از ورق های اتصال و در هر امتداد اختیاری وجود داشته باشد.
۷-۸ . سوراخ های لوبیای و بزرگ به دلایل زیر در اتصالات تعبیه می شوند:
الف. در اتصالات اتکایی و یا اصطکاکی که در آن ها به دلایلی نیروی پیش تنیدگی کاهش یا حذف می شود. هنگامی که اتصال تحت بارهای دینامیکی قرار می گیرد احتمال تماس تنه ی پیچ با دیواره سوراخ در دفعات مکرر وجود دارد. تعبیه ی سوراخ های بزرگ یا لوبیایی موجب عدم تماس تنه پیچ با دیواره ی سوراخ به ویژه دراثر پدیده ی خستگی خواهد شدو
ب. تعبیه ی سوراخ های بزرگ و لوبیایی شرایط مناسب تری برای مونتاژ، تنظیم و رواداری پیچ ها در اتصال فراهم می نماید.
پ تعبیه ی سوراخ های بزرگ و لوبیایی از وقوع تنش های ناشی از دما و نیز تنش های مرتبه ی دوم جلوگیری می کند.
۸٫۸ در رابطه با قطر پیچ، باید توجه داشتدر ایران قطرهای تولید نمی شود. در نتیجه در طراحی هیچ گاه از این دو نمره نباید استفاده کرد.
جمع بندی:
۱-۱۱ با توجه به این که در حال حاضر در کشور ما قطرهای M18 و M33 تولید نمی شود، در طراحی سازه های فولادی با اتصالات پیچ و مهره، از این دو سایز نباید استفاده کرد.
۲-۱۱٫ از آن جا که سیستم تولید پیچ و مهره در کشور ما و در حال حاشر براساس استانداردهای اروپایی می باشد، از مشخات پیچ بر اساسا DIN آلمان در طراحی و نقشه ها باید استفاده نمود.
۳-۱۱٫ با توجه به سیستم تولید پیچ در ایران، در طراحی اتصالات اصطکاکی، تنها از پیچ DIN 6914-HV باید استفاده شود. که این پیچ تنها دارای رده مقاومتی ۱۰٫۹ می باشد.
۴-۱۱ . با توجه به برتری روش تولیدی فورج سرد به فورج گرم و تولید قطعات پیچ تا سایز m24 به این روش در کشور ما، تلاش باید نمود تا در طراحی ها تا حد امکان بیش از این سایز استفاده نشود. همچنین در مشخصات نقشه ها و دستور کارهای ساخت و نصب، بر خرید پیچ های با پوشش غیرفلزی (رنگی) باید استفاده نمود.
۶-۱۱٫ تا حد امکان باید کوش شود که خرید پیچ و مهره از کارخانه ی سازنده صورت گیرد تا گواهی نامه های مرغوبیت و سایر گواهی های تطابق در دسترس باشد.
۷-۱۱٫ در هنگام نمونه گیری و انجام آزمایش توسط آزمایشگاه های مقاومت مصالح، بازرسی دقیق و مستقیم صورت پذیرد.
۸-۱۱٫ با توجه به شرایط موجود، روش چرخش اضافی مهره ارزان ترین و قابل اطمینان ترین روش پیش تنیدگی در اتصالات اصطکاکی در کشور ماست
مرجع طراحی اتصالات سازه های فولادی
معرفی کتاب:
طراحی اتصالات از مهم ترین بخش های طراحی در سازه های فولادی می باشد. به طور کلی تعریف نوع قاب نیز براساس نوع و رفتار اتصال صورت می گیرد.اتصالات به سه دسته ی مفصل، نیمه صلب و صلب تقسیم می شود که دو دسته ی اتصالات مفصلی و صلب بیشترین کاربرد را در طرای سازه های فولادی دارد.
در حال حاضر، همه ی این اتصالات بیشتر به دو روش جشی و پیچی اجرا می شوند و روش پرچی اکنون متداول نمی باشد. اتصالات از نظر محل آن نیز به چند دسته تقسیم می شود مانند اتصال تیر به ستون تیر به تیر ستون به کف ستون بادبند و غیره.
طراحی و محاسبه ی یک سازه به کمک نرم افزارهای رایج صورت می گیرد که به طور عموم طراحی اتصالات در حیطه ی طراحی نرم افزاری نبوده و به روش محاسبات دستی صورت می گیرد.
کتاب مرجع طراحی اتصالات سازه های فولادی که توسط مهندس امیر تولایی و مهندس علیرضا کافیان نگاشته شده است. روش جامع طراحی اتصالات را بر اساس فرمولر گام به گام جهت سهولت دستیابی به روش محاسبات اتصالات براساس نحوی اتصالات بر مبنای محل و نیز روش اتصال و دسته بندی نوع آن به تفکیک ارایه داده است که شامل تقسیم بندی زیر می باشد:
اتصالات تیر به ستون
اتصالات مفصلی
اتصالات به کمک نبشی جان
روش اتصال جوشی
روش اتصال پیچی
اتصال بانشیمن نبشی (تقویت شده)
روش اتصال جوشی
روش اتصال پیچی
اتصال بانشیمن براکت (تقویت شده)
روش اتصال جوشی
اتصالات صلب
اتصال با ورق نشیمن به بال
روش اتصال جوشی
روش اتصال پیچی
اتصال با ورق نشیمن به جان
روش اتصال جوشی
روش اتصال پیچی
اتصال با سخت کننده ی T به جان
روش اتصال جوشی
روش اتصال پیچی
اتصال فلنجی (ورق انتهایی)
اتصال شاخه درختی در قاب صنعتی (کنج زانویی)
اتصال ساعتی در قاب صنعتی
اتصالات نیمه صلب
تولید کننده وتامین کننده پیچ و مهره
تولید کننده انواع پیچ و مهره | انواع پیچ و مهره | تامین کننده انواع پیچ | پیچ و مهره
| فروش پیچ و مهره | نصب انواع اسکلت های فلزی جوشی | پیچ و مهره استیل
| تولید انواع پیچ و مهره | فروش پیچ جوشی |پیچ و مهره اسکلت فلزی | فروش انواع پیچ ومهره
| فروش پیچ ومهره واشر | ساخت پیچ و مهره اسکلت های فلزی | پیچ ومهره جوشی
| پیچ واشردار | تولید و تامین پیچ و مهره | تولید کننده پیچ و مهره | تولید پیچ و مهره
| تولید پیچ | تولید مهره | فروش پیچ و مهره | تولید انواع پیچ و مهره های خاص | پیچ و مهره
| تامین پیچ و مهره | بازرسی چشمی پیچ ها و مهره ها | انواع پیچ و مهره |
اتصالات پیچ و مهره سازه های فولادی | پیچ ساختگی | پیچ مته ای | پیچ اهنی.
پیچ و مهره کیمیاصنعت تولید واردات
فروشگاه پیچ و مهره کیمیاصنعت تولید انواع و اقسام رول بولت از سایز M6 تا M20 پیچ آلن
پیچ آچاری پیچ خشکه انواع پیچ و مهره استنلس استیل پیچ و مهره برنجی پیچ و مهره
پلاستیکی پیچ چوب رول پلاک انواع مهره واشردار خاری کاسه نمدی سربسته جوشی
1-انواع پیچ های آلن (باسر-سرتخت –مغزی) درسایزهای مختلف باگرید(8.8-10.9-12.9)
2-انواع پیچ و مهره استنلس استیل در سایزهای مختلف با گرید(A4-316 ) ( A2-304 )
و رول بولت استیل
3-انواع پیچ متری در سایزهای مختلف با پوشش گالوانیزه سرد و گرم
4-انواع پیچ های خودکار: سرخزینه دوسو چهارسو نوک مته دار
5-انواع میخ پرچ آلمینیومی و استیل
6-انواع واشر: تخت ، فنری ، ستاره ای ، بشقابی ، موجدار ، مسی ، آلومینیومی برنجی
7-انواع پیچ و مهره با پوشش گالوانیزه سردو گرم .
8-بورس انواع مته و میخ TN
بر اساس قراردادهای منعقده ی فروشگاه کیمیا با خطوط تولید کارخانجات پیچ و مهره و واشرآلات ،
با درخواست مشتری پس از بررسی و تهیه نقشه بر اساس سایر استانداردها ، کالا تولید و ارائه می گردد.
این کالا ها معمولا پیچ و مهره های مورف در صنایع سنگین فلزی ، اسکلت های پیچ و مهره ای ،
پلهای فلزی صنایع نفت ، گاز و پتروشیمی ، صنایع خودرو سازی و خطوط انتقال نیرو می باشد.
همچنین این فروشگاه قادر است نیاز های صنعت کشور در زمینه تولید پیچ و مهره های خاص
مطابق با متریال های درخواستی را تولید وبه صنعتگران کشور عرضه نماید.
درصورت تمایل به همکاری نمونه و استعلام قیمت نیز ارسال میگردد.
تلفن : 55377093
فکس :55378039
همراه : 09121896961 غفاری

سازه هاي پيچ و مهره
امروزه استفاده از سازه هاي پيچ و مهره اي در صنعت به نحو چشمگيري افزايش يافته به طوري كه اين سازه ها در گذشته فقط شامل سوله هاي صنعتي و مجتمعهاي پتروشيمي و سازه هاي مورد استفاده در صنايع نفت و گاز مي شد . هم اكنون كاربرد اين سازه ها در ساختمانهاي مسكوني ، اداري و تجاري كه در شهرها نيز ساخته مي شود با رشد چشمگيري روبرو بوده است . از مهمترين دلايل استفاده از سازه هاي پيچ و مهره اي در كشور هاي صنعتي عدم نياز به جوشكاري زمان نصب سازه و در موقعيتهاي سخت همچنين سرعت بيشتر اجرا در محل نصب نسبت به سازه هاي جوشي ميباشد . همچنين اسكلتهايي كه در محوطه پروژه هاي ساختماني توليد مي شوند بخاطر محدوديت در تامين برق مكفي و بكار گيري دستگاه هاي جوش مدرن ( با نرخ نفوذ بالا و استاندارد ) ، عدم وجود ابزار صنعتي سنگين ، تيم هاي مجرب ، رنگ آميزي و زنگ زدايي صحيح و … نه تنها فاقد كيفيت هستند بلكه كاملاً دست و پاگير و داراي پروسه اي زمان بر هستند كه بلاشك منجر به ايجاد ترافيك در معا بر و تزاحم همسايگان مي شود .
روش سنتي ساخت اسكلت در محل از لحاظ اتصال و برپايي نيز علاوه بر موارد ذكر شده هزينه بالايي از بابت جرثقيل دارد . با توجه به زلزله خيز بودن كشور ما و حوادث ناگواري كه در سالهاي گذشته خصوصاً در بم صورت گرفت رويكرد و نگرشي جديد به توليد صنعتي و استاندارد اسكلتهاي ساختماني پديد آمده است ، زيرا اين نوع ساختمانها با طراحي خاص و اجرا بصورت صنعتي و مدرن ، مقاومت قابل ملاحظه اي در مقايسه با اسكلتهاي سنتي دارند . نكته ديگر ، اقتصادي و پايين تر بودن هزينه توليد و نصب نسبت به روش سنتي معمول به صورت كلي است كه در مواقع كمبود عرضه و افزايش قيمت تيرآهن درصدي قابل توجه ميگردد . با توجه به گستره طراحي در تير ورقها و سازه هاي پيش ساخته ، محاسبات فضا سازي و بارگذاري نيز با آزادي عمل بالايي صورت مي گيرد
مزاياي ساخت اسكلت پيش ساخته پيچ و مهره اي نسبت به ساير اسكلت هاي اجرا شده عبارتند از :
سرعت اجرا : سرعت اجراي سازه هاي با اتصالات پيچ و مهره اي نسبت به اتصالات جوشي بالاتر و كاملا قابل لمس مي باشد و زمان ساخت سازه هاي پيچ و مهره اي كمتر از سازه هاي با اتصالات جوشي است و با توجه به مدت زمان بالاي اجراي پروژه هاي كشورمان اين نوع از سازه ها جهت كاهش زمان ساخت پيشنهاد مي گردد .
سرعت نصب : در اين گونه از سازه ها بدليل حذف كامل جوشكاري در محل نصب سازه ، فقط با جايگذاري قطعات و بستن تعدادي پيچ و مهره محدود مي شود كه اين عامل باعث افزايش چشمگير سرعت نصب مي شود و خطاهاي نصب به حداقل خود مي رسد .
كيفيت ساخت : كيفيت ساخت سازه با امكانات موجود در كارخانه و طبق نقشه هاي طراحي شده و تحت نظارت واحد كنترل كيفي قابل مقايسه با سازه هاي جوشي كه در محل نصب سازه ساخته مي شوند نمي باشد و داراي كيفيت بسيار بالايي مي باشد .
پرت مصالح : معمولا دست محاسب در انتخاب مقاطع خاص مانندIPE بسته مي باشد و مجبور است با اضافه كردن ورق و جوشكاري اضافي به مقطع مورد نظر خود برسد .حال آنكه در ساختمان پيچ و مهره اي امكان اجرا و توليد مقاطع سبك تر و با مقاومت بيشتر وجود دارد استفاده از ورق در ساخت مقاطع و پرت آهن آلات به حداقل مي رسد .
ايمني و پايداري سازه : چه به لحاظ تئوري و چه به لحاظ عملي ثابت شده است كه ساختمان هاي پيچ و مهره اي به دليل كيفيت بهتر، پايداري و مقاومت بيشتري در برابر زلزله و نيروهاي جانبي دارند .
هزينه كمتر : اجراي ساختمان پيچ و مهره اي به لحاظ اقتصادي مي تواند هزينه كمتري را به مالك تحميل كند ولي اين بدان معني نيست كه در دو سازه كه كاملا مقاطع آن يكسان مي باشد سازه پيچ و مهر ه اي كم هزينه تر باشد . ولي به دليل باز بودن دست طراح در بهينه سازي و ساخت مقاطع با وزن كمتر، امكان كاهش وزن سازه توسط طراح به راحتي امكان پذير است .
مقاومت در برابر آتش سوزي : در دماهاي بالا معمولا اتصالات پيچ و مهره اي مقاومت بيشتري در برابر حرارت دارند و احتمال تخريب سازه بسيار كمتر از اتصالات جوشي است .
عدم نياز به فضاي كار : معمولا در شهر ها به دليل عدم وجود موقعيت و مكان مناسب جهت ساخت ، اغلب پيمانكاران دچار زحمت فراوان شده كه با استفاده از اين نوع سازه ها ، قابليت اجرا در شلوغ ترين و كم حجم ترين موقعيت ها را فراهم كرده است.
رواج جهاني : در كليه كشورهاي آمريكايي و اروپايي تمامي سازه ها به صورت پيچ و مهره اي اجرا مي شود مگر در سازه هاي بسياركم اهميت كه اتصالات آن جوشي اجرا ميشود كه از دلايل مهم استفاده از اين نوع سازه ها در اين كشور ها ، عملكرد بهتر آن وتجربه بيشتر آن كشور ها در ساخت سازه هاي فولادي مي باشد .
خوردگي سازه : در سازه هاي پيچ و مهره اي قبل از رنگ آميزي ، قطعات داخل دستگاههاي سندبلاست و وايربرس تحت نظر واحد كنترل كيفي زنگ زدايي مي شوند كه در سازه هاي جوشي اين عمليات انجام نمي گردد و همچنين در سازه هاي جوشي بجاي رنگ غني شده با روي ، كه در سازه هاي پيچ و مهره اي استفاده مي شود ، ضد زنگ بكار مي رود كه اين امر باعث خوردگي سريع سازه مي شود
امكان استفاده در مديريت حوادث : با توجه به امكان جابجايي اين گونه سازه ها امكان جابجايي و نصب آن در مناطق بحران زده مانند سيل و زلزله امكان پذير مي باشد .
انواع پوشش گالوانیزه در پیچ و مهره 18/02/1394 جمعه
پوشش گالوانیزه سرد (Zinc Plating or Electro Galvanizing) اعمال پوشش به روش الکتریکی یا گالوانیزه الکتریکی در این روش با اعمال جریان مستقیم الکتریکی با فرآیند الکترولیز پوشش روی بر سطح قطعه کار که کاتد می باشد اعمال می گردد.
پیچ و مهره و الزام وجود پیچ و مهره 15/02/1394 سه شنبه
بدون استفاده از پیچ و مهره چگونه می توان اجزای یک خودرو را بهم متصل کرد؟در هر کابینت آشپزخانه ده ها پیچ به کار میرود،لوازم آشپزخانه ، اجاق گاز و یخچال و حتی چراغی که از سقف آویزان است ! احتمالا یک نوعی از انکر بولت (یا همان رول بولت یا بهتر بگوییم اکسپنشن بولت)مجموعه چراغ را به سقف متصل می کند و اگر حداقل از یک لامپ و یک سیم وسرپیچ استفاده شده باشد خود سرپیچ داخل آن حداقل از 2 پیچ و مهره برای بستن سیمهای فاز و نول استفاده شده است!
در واقع قطعه ای که تقریبا در تمامی صنایع کاربرد دارد و بی شک اگر پرمصرف ترین قطعه نباشد جزو پرمصرف ترین هاست ، قطعه ایست به نام پیچ !
اما این قطعه حساس در طول تاریخ پیدایش خود فراز و نشیب های بسیاری داشته است. صرف نظر از گمانه زنی ها در مورد مبدا پیدایش ، تولید پیچ بطور حرفه ای برای کاربرد صنعتی حدود یک قرن است که رونق پیدا کرده است پیچ ها در ابتدا با سر چهار گوش تولید می شدند و سپس پیچ شش گوش متداولتر شد .دستگاههای تولید پیچ در واقع نوعی دستگاه تراش بوده اند و شکل گل پیچ معمولا یا تراشیده میشده یا فورج گرم….اما امروزه این دستگاه ها ، کار فرم دهی پیچ را به صورت تمام اتوماتیک از برش طولی گرفته تا فورج سرد و رزوه زنی، انجام می دهند.
همه روزه پیچ ها و مهره هایی با شکل های جدیدتری طراحی می شوند وبر پیچیدگی و کارایی آنها افزوده می شود. با پیچیده تر شدن پیچ و مهره کار تولید آنها سخت تر می شود اما هر گاه طرحی برای
تولید کشیده میشود ، ایده ای برای تولید آن وجود خواهد داشت!

تاریخچه پیچ ومهره دردنیا وایران
پیچ تی
در حالی که فرضیههای جدید، پیچ ارشمیدس (که نوعی پمپ برای انتقال آب و به شکل پیچ بوده) را به سِناخِریب یا سنناشریب (۷۴۵–۶۸۱ پیش از میلاد)، پادشاه آشور نسبت میدهند، یافتههای باستانشناسی و شواهد تصویری تنها در دوره هلنی ۱پدیدار میشوند و نظرات متداول هم بر یونانی بودن اختراع مذکور تأکید دارد و احتمالاً مربوط به قرن سوم قبل از میلاد و توسط ارشمیدس میباشد. اگرچه آن مستندات شبیه یک پیچ است اما در معنای معمول کلمه یک پیچ نیست. پیچ بعدها توسط ریاضیدان یونانی آرشیتاس تارنتوم توصیف شد (۳۵۰–۴۲۸ قبل از میلاد). تا قرن اول قبل از میلاد، پیچهای چوبی عموماً در مناطق مدیترانه ایی برای صنایعی نظیر روغن گیری و شراب سازی به کار میرفت. از پیچهای فلزی به عنوان وسیلهای برای بستن اتصالات به دلیل کمیاب بودن کمتر در اروپای قبل از قرن ۱۵ استفاده میشد. رایبنسکی۲ اشاره میکند که پیچهای چرخشی در قرون وسطی وجود داشتهاند، اگرچه احتمالاً تا سال ۱۸۰۰ کاربرد گسترده ایی نداشتهاند. انواع اتصالات (از جمله میخ و خار، چفت و بست و زبانهها و…) با شکلهای متنوع خود، تا قبل از گسترش پیچهای چرخشی بیشتر در نجاری و آهنگری کاربرد داشتهاند تا در ماشین آلات صنعتی. همچنین پیش از اواسط قرن ۱۹، چفتهایی با خار و پرچ، در کشتی سازی به کار میرفتند. پیچ فلزی تا زمانی که ابزار ماشینی برای تولید انبوه تا پایان قرن ۱۸ گسترش نیافته بود، به عنوان بست کاربرد عمومی پیدا نکرده بود. این پیشرفت در دهه ۱۷۶۰ و ۱۷۷۰ توسط دو رویداد جداگانه که به سرعت با هم پیوند خوردند، شکوفا شد. اولین رویداد، تولید انبوه پیچهای چوب (به معنای پیچهای فلزی برای اتصال چوب) جهت امور تخصصی، تک منظوره و ماشینهای تولید با ظرفیت بالا و کم هزینه بود و دیگری تولید پیچ در مدلهای متنوع (با توجه به نیاز روزانه در ماشین آلات صنعتی) بود.
اولین اتفاق توسط برادران وایت (ژاب و ویلیام) در استافورد شایر بریتانیا رخ داد؛ که در ۱۷۶۰ دستگاهی را که امروزه ممکن است ما آن را به عنوان دستگاه تولید پیچ اولیه و ابتدایی بشناسیم، به ثبت رساندند. این دستگاه برای تبدیل پیچهای هرز به پیچهای مطلوب استفاده میشد و شیار آن توسط یک سوهان چرخنده، زمانی که محور اصلی ساکن بود بریده میشد. اما تا سال ۱۷۷۶ برادران وایت موفق به راهاندازی کارخانه پیچ چوب نشدند. تجارت آنها با شکست مواجه شد اما مالکان جدید به آن رونق بخشیدند و در سال ۱۷۸۰، آنها روزانه ۱۶۰۰۰ پیچ در روز تنها توسط ۳۰ کارگر، تولید میکردند. نوعی از تولید صنعتی با خروجی زیاد که امروزه به تولید مدرن شهرت دارد ولی در زمان خود یک انقلاب محسوب میشد. در سال ۱۷۷۷ ابزار ساز انگلیسی جسی رامزدرن در حال کار برای حل مشکل بریدن پیچ، اولین دستگاه تراشکاری پیچ را به صورت موفقیت آمیزی اختراع کرد. مهندس انگلیسی به نام هنری مادسلای (۱۸۳۱–۱۷۷۱) با توسعه دستگاه تراشکاری پیچ خود در بین سالهای (۱۸۰۰–۱۷۹۷) به شهرت رسید که شامل سه جزء اساسی پیچ سربی، بخش تنظیم برش و سیستم زنجیری چرخ دنده بود که همگی به نحوی مناسب برای ماشینهای صنعتی مورد استفاده قرار گرفتند. او توانست بین اختراع برادران وایت و رامزدرن نوعی یکپارچگی که برای تولید پیچ چوب به کار میرفتند بوجود آورد. این تصور که جیمز ناسمیث آنچه را که مادسلای اختراع کرده بود همگانی کرده است اشتباه است. اگرچه دستگاه تراشکاری وی به محبوبیت آن کمک کرده است.
این پیشرفتها در بین سالهای ۱۸۰۰–۱۷۶۰ توسط برادران وایت و مادسلای به موضوعی قابل بحث در بین صنعتگران بزرگ به دلیل افزایش قابل توجه اتصالات پیچی تبدیل شد. یکسانسازی شکلهای پیچ تقریباً بلافاصله شروع شد اما به سرعت تکمیل نشد. پیشرفتهای بعدی برای تولید انبوه در طول قرن ۱۹ با کاهش قیمت این پیچها ادامه یافت. بطوریکه با گسترش و توسعه دستگاه تراشکاری در سال ۱۸۴۰ و دستگاههای اتوماتیک پیچ در سال ۱۸۷۰ به طرز قابل توجهی از هزینه تولید اتصالات پیچی توسط ماشینهای تولید اتوماتیک کاسته شد. در طول قرن ۱۹متداولترین شکلهای سرپیچ (مدل پیچهای نوک تیز) پیچهای چاک دار، مربعی و شش گوش بودند. تراشیدن این مدلها راحت و به اندازه کافی نیز کاربری داشتند. رابینسکی اختراعات زیادی در رابطه با پیچهای نوک تیز انجام داد اما به دلیل مشکلات و هزینه بالا در آن زمان به ثبت نرسید. در ۱۹۰۸ رابرتسون کانادایی، اولین کسی بود که پیچ آلنی را با طراحی درست و عملکرد واقعی با قالب گیری فلز سرد به اندازه مناسب بجای اینکه با قیچی بریده شود یا در جاهای ناخواسته قرار بگیرد تولید کرد (با ابعاد و زوایای تیزتر و باریکتر) که سرش به آسانی اما دقیق کوبیده میشد. در سال ۱۹۱۱ پیچ شش گوش تولید شد. در اوایل سال ۱۹۳۰ پیچ چهارسو خور (Phillips-head) توسط هنری فیلیپ اختراع شد. استاندارد ISO تولید پیچ در اواخر سال ۱۹۴۰ برای بهبود فرمهای تولید پیچ طراحی شد. همچنین در پایان لازم است ذکر شود که یکی از پیشرفتهای فنی قابل توجه که منجر به انقلاب صنعتی در اواخر قرن نوزدهم گردید استفاده از پیچهای مناسب برای کنترل و حفظ تعادل اجسام بجای چفت و بست کردن و اتصالات غیراصولی بود. پیچها انواع مختلفی دارند ولی دو نوع ساده و زاویه دار آن (conical) بیشتر مورد استفاده قرار میگیرند.
انواع پیچ در مقایسه با یک سکه ۲۵ سنتی دلار آمریکا (به قطر ۲۴ میلیمتر).
تاریخچه پیج و مهره در ایران
تاریخچه پیچ ومهره در ایران قدمت پیچ و مهره در ایران نزدیک به یک قرن میباشد ولی از سال۱۳۲۰ رسمیت پیدا کرده است. از جمله بنیانگذاران صنف پیچ و مهره در ایران میتوان به آقای ابوالفتاح اعتصامی اشاره نمود که نسبتی هم با شاعره پر آوازه ایران خانم پروین اعتصامی داشته و نزدیک به ۷۰ سال پیش در این صنف فعالیت داشتند و خدمات بسیار شایانی هم از خود به جای گذاشتند. اولین بار در سال ۱۳۳۳ دستگاههای تولید پیچ و مهره توسط شخصی به نام آقای ارجمند وارد ایران شد. در آن زمان پیچ و مهره به صورت پرسی و پرچ تولید میشد و با این کیفیتی که الان در بازار موجود است وجود نداشت. قبل از تشکیل اتحادیهها ابتدا پیچ و مهره، یراق آلات و ابزار با هم به صورت صنف همگن فعالیت میکردند تا اینکه در سال ۱۳۵۱ با تشکیل اتحادیه ابزار، پیچ و مهره هم زیر مجموعه اتحادیه ابزار قرار گرفت. در ابتدای انقلاب اسلامی مجموعه۳۰–۲۵ واحد صنفی وجود داشت که خوشبختانه در سال ۱۳۸۵ با تشکیل اتحادیه پیچ و مهره این رقم به ۳۰۰ واحد صنفی رسید و امروز نزدیک به ۸۰۰ واحد صنفی در تهران وجود دارد که تحت پوشش اتحادیه مذکور در توزیع این کالای حیاتی نقش بسزایی دارند
گرد آورنده پیچ ومهره کیمیاصنعت :3-55377092 -021
همراه :09121896961 با مدیریت :رحمان غفاری
تلگرام: 09214820235

تاریخ پیچ و مهره
در حالی که فرضیههای جدید، پیچ ارشمیدس (که نوعی پمپ برای انتقال آب و به شکل پیچ بوده) را به سِناخِریب یا سنناشریب (۷۴۵ – ۶۸۱ پیش از میلاد)، پادشاه آشور نسبت میدهند، یافتههای باستانشناسی و شواهد تصویری تنها در دوره هلنی 1پدیدار میشوند و نظرات متداول هم بر یونانی بودن اختراع مذکور تاکید دارد و احتمالاً مربوط به قرن سوم قبل از میلاد و توسط ارشمیدس میباشد. اگرچه آن مستندات شبیه یک پیچ است اما در معنای معمول کلمه یک پیچ نیست.
پیچ بعدها توسط ریاضیدان یونانی آرشیتاس تارنتوم توصیف شد (۳۵۰-۴۲۸ قبل از میلاد). تا قرن اول قبل از میلاد، پیچهای چوبی عموما در مناطق مدیترانه ایی برای صنایعی نظیر روغن گیری و شراب سازی به کار میرفت. از پیچهای فلزی به عنوان وسیلهای برای بستن اتصالات به دلیل کمیاب بودن کمتر در اروپای قبل از قرن ۱۵ استفاده میشد.
رایبنسکی2 اشاره میکند که پیچهای چرخشی در قرون وسطی وجود داشتهاند، اگرچه احتمالا تا سال ۱۸۰۰ کاربرد گسترده ایی نداشتهاند.
انواع اتصالات (از جمله میخ و خار، چفت و بست و زبانهها و….) با شکل های متنوع خود، تا قبل از گسترش پیچهای چرخشی بیشتر در نجاری و آهنگری کاربرد داشتهاند تا در ماشین آلات صنعتی. همچنین پیش از اواسط قرن ۱۹، چفتهایی با خار و پرچ، در کشتی سازی به کار میرفتند.
پیچ فلزی تا زمانی که ابزار ماشینی برای تولید انبوه تا پایان قرن ۱۸ گسترش نیافته بود، به عنوان بست کاربرد عمومی پیدا نکرده بود. این پیشرفت در دهه ۱۷۶۰ و ۱۷۷۰ توسط دو رویداد جداگانه که به سرعت با هم پیوند خوردند، شکوفا شد. اولین رویداد، تولید انبوه پیچهای چوب (به معنای پیچهای فلزی برای اتصال چوب) جهت امور تخصصی، تک منظوره و ماشینهای تولید با ظرفیت بالا و کم هزینه بود و دیگری تولید پیچ در مدل های متنوع (با توجه به نیاز روزانه در ماشین آلات صنعتی) بود.
اولین اتفاق توسط برادران وایت (ژاب و ویلیام) در استافورد شایر بریتانیا رخ داد. که در ۱۷۶۰ دستگاهی را که امروزه ممکن است ما آن را به عنوان دستگاه تولید پیچ اولیه و ابتدایی بشناسیم، به ثبت رساندند. این دستگاه برای تبدیل پیچهای هرز به پیچهای مطلوب استفاده میشد و شیار آن توسط یک سوهان چرخنده، زمانی که محور اصلی ساکن بود بریده میشد. اما تا سال ۱۷۷۶ برادران وایت موفق به راه اندازی کارخانه پیچ چوب نشدند. تجارت آنها با شکست مواجه شد اما مالکان جدید به آن رونق بخشیدند و در سال ۱۷۸۰، آنها روزانه ۱۶۰۰۰ پیچ در روز تنها توسط ۳۰ کارگر، تولید میکردند. نوعی از تولید صنعتی با خروجی زیاد که امروزه به تولید مدرن شهرت دارد ولی در زمان خود یک انقلاب محسوب میشد.
در سال ۱۷۷۷ ابزار ساز انگلیسی جسی رامزدرن در حال کار برای حل مشکل بریدن پیچ ، اولین دستگاه تراشکاری پیچ را به صورت موفقیت آمیزی اختراع کرد. مهندس انگلیسی به نام هنری مادسلای (۱۸۳۱-۱۷۷۱) با توسعه دستگاه تراشکاری پیچ خود در بین سالهای (۱۸۰۰-۱۷۹۷) به شهرت رسید که شامل سه جزء اساسی پیچ سربی، بخش تنظیم برش و سیستم زنجیری چرخ دنده بود که همگی به نحوی مناسب برای ماشینهای صنعتی مورد استفاده قرار گرفتند. او توانست بین اختراع برادران وایت و رامزدرن نوعی یکپارچگی که برای تولید پیچ چوب به کار میرفتند بوجود آورد. این تصور که جیمز ناسمیث آنچه را که مادسلای اختراع کرده بود همگانی کرده است اشتباه است. اگرچه دستگاه تراشکاری وی به محبوبیت آن کمک کرده است.
این پیشرفتها در بین سالهای ۱۸۰۰-۱۷۶۰ توسط برادران وایت و مادسلای به موضوعی قابل بحث در بین صنعتگران بزرگ به دلیل افزایش قابل توجه اتصالات پیچی تبدیل شد. یکسان سازی شکلهای پیچ تقریبا بلافاصله شروع شد اما به سرعت تکمیل نشد. پیشرفتهای بعدی برای تولید انبوه در طول قرن ۱۹ با کاهش قیمت این پیچ ها ادامه یافت. بطوریکه با گسترش و توسعه دستگاه تراشکاری در سال ۱۸۴۰ و دستگاههای اتوماتیک پیچ در سال ۱۸۷۰ به طرز قابل توجهی از هزینه تولید اتصالات پیچی توسط ماشینهای تولید اتوماتیک کاسته شد.
در طول قرن ۱۹متداولترین شکلهای سرپیچ (مدل پیچهای نوک تیز) پیچهای چاک دار، مربعی و شش گوش بودند. تراشیدن این مدلها راحت و به اندازه کافی نیز کاربری داشتند. رابینسکی اختراعات زیادی در رابطه با پیچهای نوک تیز انجام داد اما بدلیل مشکلات و هزینه بالا در آن زمان به ثبت نرسید. در ۱۹۰۸ رابرتسون کانادایی، اولین کسی بود که پیچ آلنی را با طراحی درست و عملکرد واقعی با قالب گیری فلز سرد به اندازه مناسب بجای اینکه با قیچی بریده شود یا در جاهای ناخواسته قرار بگیرد تولید کرد (با ابعاد و زوایای تیزتر و باریکتر) که سرش به آسانی اما دقیق کوبیده میشد. در سال ۱۹۱۱ پیچ شش گوش تولید شد. در اوایل سال ۱۹۳۰ پیچ چهارسو خور (Phillips-head) توسط هنری فیلیپ اختراع شد.
استاندارد ISO تولید پیچ در اواخر سال ۱۹۴۰ برای بهبود فرمهای تولید پیچ طراحی شد.
همچنین در پایان لازم به ذکر است که یکی از پیشرفتهای فنی قابل توجه که منجر به انقلاب صنعتی در اواخر قرن نوزدهم گردید استفاده از پیچهای مناسب برای کنترل و حفظ تعادل اجسام بجای چفت و بست کردن و اتصالات غیر اصولی بود.
۱- دوره هلنی یا تمدن هلنی دورهای از تاریخ یونان باستان بین مرگ پادشاه مقدونی اسکندر کبیر در سال ۳۲۳ قبل از میلاد و ظهور رم باستان است
۲- رایبنسکی معمار و نویسنده مشهور کانادا – امریکایی متولد ۱۹۴۳ در ادین بورگ اسکاتلند 3-کیمیاصنعت تولیدکننده و وارده کننده انواع پیچ ومهره و واشرالات و ……. میباشد .
فرآیند تولید پیچ 1
پیچ چیست؟
- فرآیند تولید پیچ,پیچ ومهره کیمیاصنعتپیچ ومهره کیمیاصنعت 02155377092 _ 09121896961
فرآیند تولید پیچ در واقع یك عملیات پرس كاری است كه طی آن مفتول كه ماده اولیه تولید پیچ است.
طی چند ضربه شكل نهایی را به خود میگیرد.
این عملیات پرس كاری میتواند سرد یا گرم انجام شود .
كه معمولاً برای تولیداتی تا قطر 24میلی از پرس كاری سرد و برای بالاتر از آن پرس كاری گرم استفاده میشود.
پیچ چیست؟ پیچ (screw) در واقع استوانه ای است که شیارهای مارپیچ آن را احاطه کرده است.
طراحی شیار پیچ ها برای بریدن مواد نرم تر و سخت تر متفاوت است، .
شیارها اغلب به صورت مثلث، مربع، ذوزنقه و نیم دایره روی سطح جانبی بدنه ایجاد می شود.
شایع ترین کاربرد پیچ برای نگه داری اشیا و قطعات به یکدیگر می باشند.
در انتهای اغلب پیچ ها یک بخش خاص و نوک تیز وجود دارد تا ورود به قطعه آسان گردد.
ابزار های رایج برای استفاده از پیچ ها آچار و پیچ گوشتی است،.
سر این ابزار معمولا بزرگتر از بدنه پیچ است.
تا بتواند نیروی بیشتری به پیچ وارد کرده و آن را در طول قطعه براند
عملیات فرم دهی مفتول توسط قالبهای مخصوص این كار انجام میشود.
معمولاً بخشی از مفتول كه درنهایت ساقه پیچ خواهد شد.
توسط قالبهای ثابت یا ماتریسها شكل داده میشود و آن بخش از مفتول كه كله پیچ خواهد شد.
توسط قالبهای متحرك یا پانچ و یا سینه شكل نهایی را به خود میگیرد.
برای اینكه مفتول مورد مصرف از نظر مشخصات مكانیكی نهایی یعنی پس از تبدیل شدن به پیچ و همچنین قابلیت فرمپذیری و كار سرد در حین تولید را داشته باشد.
باید دارای آنالیز مواد معین و مشخصات مكانیكی خاصی باشد .
كه در این مورد به تفصیل توضیح داده خواهد شد.
عملیات فرم دهی روی مفتول باتوجه به شكل و ابعاد پیچ طی چند مرحله صورت میگیرد.
تا پیچ شكل نهایی مورد نظر را به خود بگیرد.
فرآیند تولید پیچ 1
باتوجه به این مطلب در انتخاب ماشین برای تولید پیچ چند مشخصه عمده مورد نظر است:
1- تناژ ماشین
2- تعداد قالب
1- همانطور كه در بالا توضیح داده شد ماشینهای پیچ سازی در واقع پرسهای ضربهای از نوع افقی (خوابیده) هستند.
این پرسها در واقع دارای كورس ثابت هستند.
و میزان تناژ ضربه آنها متفاوت است و بین حدود 5 تا 400 تن درحال تغییراست.
از این رو تولید كننده براساس مشخصه تولید خود از نظر قطر پیچ ماشینی با تناژ مناسب را انتخاب میكند.
2- از آنجا كه عمل فرم دهی مفتول طی چند مرحله انجام میشود.
تعداد مراحل كاری ماشین اهمیت خاص دارد ماشینهای پیچ زنی در انواع مختلف وجود دارند.
و آنها را براساس مراحل كاری كله زن دسته بندی میكنند.
مانند یك مرحله،دو مرحله، كه در این مورد ذیلاً به توضیح آن میپردازیم.
ماشین آلات
ساده ترین نوع ماشین پیچ سازی نوع تك قالب است كه دارای یك ماتریس و یك پانچ است.
كه برای تولید پیچهای كاملاً ساده مانند پیچها و یا پرچهای سرگرد و یا حتی میخ مورد استفاده قرار میگیرند
ماشین در قالب سه ضرب
این ماشین دارای دو ماتریس و سه پانچه است روش كاری آن به این صورت است كه بر روی یك ماتریس دو ضربه و بر روی ماتریس دیگر یك تك ضربه وارد میشود.
این ماشین توانایی تولید انواع مختلف پیچها را از قبیل سرشش گوش، سرگرد، آلن و غیره را داراست.
و از نظراقتصادی نیز بسیار مناسب است البته لازم به ذكر است.
كه در انواع پیشرفتهتر این ماشین این امكان وجود دارد.
كه بر روی ماتریس اول دو ضربه و بر روی ماتریس اول دو ضربه و بر روی ماتریس وم یك ضربه زده میشود.
و یا اینكه با با تغییری روی ماشین یك ضربه روی ماتریس اول و دو ضربه روی ماتریس دوم زده میشود.
– سه قالب سه ضربه
این ماشین دارای سه ماتریس و سه پانچ است.
بدین معنی كه هر ماتریس یك پانچ دارد این ماشینها از نر تناژ از ماشینهای قبلی قویتر هستند.
و برای تولید پیچهایی با قطر بالا استفاده میشود.
– چهار قالب چهار ضرب(چهار مرحلهای)
این ماشینها كه به ماشینهای چهار مرحلهای معروفند دارای چهار ماتریس و چهار پانچ هستند.
و با توجه به تعداد قالب از قابلیتهای خوبی برخوردارند.
تقریباً همه نوع پیچ را میتوان با این ماشینها تولیدكرد از این رو با درنظرگرفتن تعداد قالب دست طراحی برای طراحی برای طراحی خیلی باز است .
جدیدترین اخبار
- Project 6 – Living Room Designاکتبر 30, 2015 - 5:09 ب.ظ
 Project 5 – More Interiorاکتبر 30, 2015 - 5:07 ب.ظ
Project 5 – More Interiorاکتبر 30, 2015 - 5:07 ب.ظ Project 4 – Office Towerاکتبر 21, 2015 - 3:47 ب.ظ
Project 4 – Office Towerاکتبر 21, 2015 - 3:47 ب.ظ