استانداردپیچ A490
استاندارد A490 – پیچ A490
نوامبر 11, 2017
/0 دیدگاه /در انواع پیچ /توسط رحمان غفاری
استاندارد A490 – پیچ A490
استاندارد A490 – پیچ A490
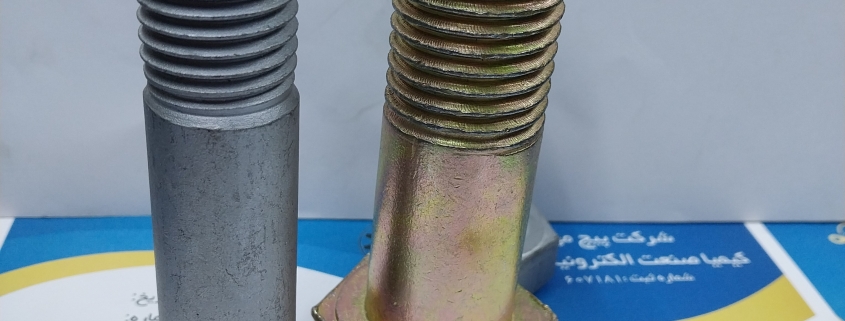
تولید پیچ فولادی A490 ASTM در سایزهای m14 تا m36 و تا طول 300mm به همراه مهره و واشر مربوطه
– کاربرد در صنایع مختلف نفت و گاز و پتروشیمی ، پل سازی ، صنعت ساختمان ، سازه های فلزی و اسکلت فلزی و …
این استاندارد که با حروف اختصاری A در ابتدا و متعاقب آن عدد 490 مشخص می شود .
مشخصات استاندارد پیچ های سنگین سازه ای هستند که حداقل مقاومت کششی آن 150ksi است .
که به لحاظ مقاومت در رده های مقاومتی گرید 10.9 قرار دارند .
پیچ های سازه ای با مقاومت بالا به لحاظ استاندارد DIN آلمان با DIN 6914 و با اختصار HV مشخص می شوند .
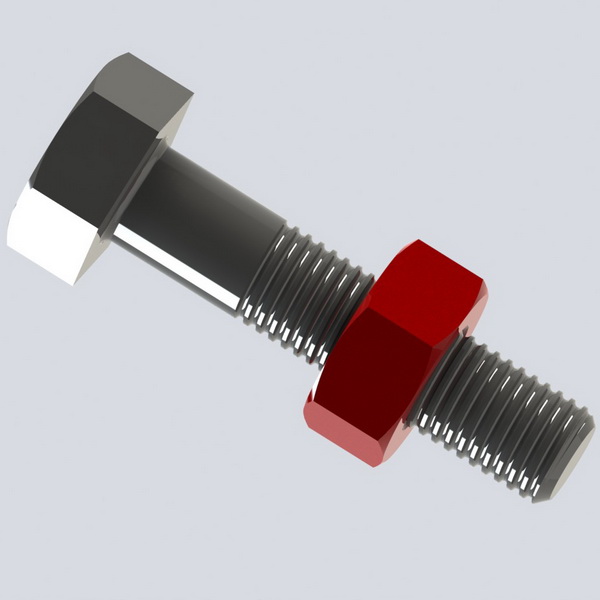
بدیهی است هر چه گل پیچ بزرگتر باشد نیروی گشتاوری بیشتری را می توان به محور پیچ اعمال کرد
در نتیجه پیچ نیروی پیش تنیدگی بیشتری را متحمل می شود .
بنابراین برای سازه های فولادی اصطکاکی استفاده از این نوع استاندارد گزینه بسیار مناسبی است .
پیچ شش گوش
استادبولت
پیچ آلن
بولت صفحه ستون
مهره چشمی
مهره مربعی
مهره باریک
مهره واشردار
سرخزینه
یوبولت
خودکار
سرمته ای
پیچ چشمی
پیچ تی
رول بولت
مهره خروسکی
مهره قفلی
مهره شش گوش
واشر تخت HV
واشر تخت آهنی
واشر فنری
مهره کاسه نمدی
مهره سربسته
مهره جوشی
پیچ اتاقی
مهره بلند
پیچ استوانه
مهره تی
پیچ دوسره
پیچ آلن مغزی
پیچ استیل
مهره استیل
واشر استیل
پیچ متری
پیچ خروسکی
مهره چاکدار
مهره گرد
استانداردپیچ A490
 قیمت عمده انواع پیچ و مهره
قیمت عمده انواع پیچ و مهره قیمت پیچ و مهره پر مقاومت
قیمت پیچ و مهره پر مقاومت خرید پیچ و مهره کیلویی
خرید پیچ و مهره کیلویی بزرگترین مرکز پخش پیچ و مهره به قیمت تولیدی
بزرگترین مرکز پخش پیچ و مهره به قیمت تولیدی