درباره پيچ و مهره بيشتر بدانيم تعريف پيچ:
درباره پيچ و مهره بيشتر بدانيم تعريف پيچ:
در واقع استوانه اي است كه شيارهاي مارپيچ آن را احاطه كرده است. طراحي شيار پيچ ها براي بريدن مواد نرم تر و سخت تر متفاوت است، شيارها اغلب به صورت مثلث، مربع، ذوزنقه و نيم دايره روي سطح جانبي بدنه ايجاد مي شود.
براي شناخت پيچ ها وتعريف پيچ ها به 4 مشخصه نيازمنديم :
الف ) قطر پيچ ب) طول پيچ ج ) نوع كله پيچ د ) نوع دنده وگام پيچ فاصله قله دو نخ رزوه كنار هم
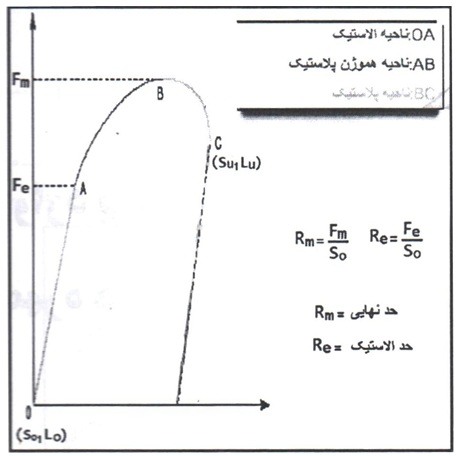
ردهي مقاومتي پيچ:
ردهي مقاومتي در پيچها بر اساس استاندارد DINبا سه عدد ۸٫۸، ۱۰٫۹ و ۱۲٫۹تعريف شده است .
شايع ترين كاربرد پيچ براي نگه داري اشيا و قطعات به يكديگر مي باشند. بخش استوانه اي از قسمت انتها تا نوك پيچ را پاي پيچ گويند كه ممكن است كل يا بخشي از آن رزوه شده باشد. به فاصله ميان هر شيار با شيار ديگر گام پيچ گفته مي شود.
پيچ هاي قدرت كه گاهي محرك هاي خطي يا پيچ هاي انتقال نيز ناميده مي شوند، براي تبديل حركت دوراني مهره يا پيچ به حركت خطي نسبتا آهسته در امتداد محور پيچ به كار مي روند. هدف بسياري از آن ها اخذ مزيت مكانيكي بيشتر است، مانند جك ها و پرس ها و هدف برخي حصول به جا به جايي دقيق حركت محوري است.
جنس پيچ ها
جنس پيچ ها ميتواند از فلز، چوب، پلاستيك باشد. پر مصرف ترين مواد در توليد اين نوع اتصالات فولاد ميباشد و نوع آن فولادهاي كم كربن و كربن متوسط ميباشد. ولي استفاده كردن از فولادهاي با كربن بالا، فولاد زنگ نزن(استنلس استيل )(صنايع دريايي -صنايع غذايي -مكانهاي مرطوب )، آلومينيوم (ظروف تفلون)، مس، برنج نيز معمول ميباشد.
يكي از مهمترين نكاتي كه در توليد اين گونه اتصالات مانند پيچ ومهره و پرچ بايد توجه داشت نوع و جنس مواد اوليه ميباشد. جنس و نوع مواد اوليه نه تنها در كيفيت اين نوع اتصالات تاثير دارد در قيمت تمام شده آنها نيز تاثير زيادي دارد. نوع مفتول فولادي كه در توليد پيچ و پرچ و مهره ها استفاده ميشود بايد قابليت و فرم پذيري سرد را داشته باشد( Cold heading quality (CHQ. اين نوع فولادها معمولا از فولاد ساختماني و معمولي گرانتر هستند و دليل آن اين ميباشد كه در فولاد هاي با قابليت CHQ سعي ميشود تا حبابهاب ريز هوا به حداقل برسد و سطح و مقطع مفتول به صورت يكنواخت تر و همگن تر باشد تا در هنگام توليد سطح قطعات توليدي ترك نخورد وترك نداشته باشد.
پیچ و مهره
پيچ و مهره اجزاي جديد سازه ها و اسكلت هاي فلزي مي باشند كه چند سالی است بطور گسترده در پروژه هاي مهم بزرگ و كوچك كشور مورد استفاده قرار مي گيرند.
گروه صنعتیتولید کننده انواع پیچ و مهره های صنعتی، ساختمانی، لوازم و تجهیزات صنعتی، خانگی و پزشکی بوده و سالهاست در این زمینه فعالیت مستمر دارد.کیمیاصنعت
نقش پیچ و مهره در سازه های فلزی صنعت ساختمان بسیار مورد بحث است و حساسیت های بسیاری در این زمینه وجود دارد زیرا پیچ و مهره جایگزین جوش و اتصالات جوشی که جزء اتصالات جدانشدنی بودند شده است، ازینرو بازرسی و تحویل گیری آنها نیز باید مطابق با سفارش دقیق کارفرما صورت پذیرد. بعضی از دلایل جایگزینی جوش با اتصالات پیچ و مهره ای را می توان بصورت ذیل خلاصه نمود:
– سهولت اتصال در هنگام اجرا و نصب اسکلت فلزی.کیمیاصنعت
– سرعت اجرا و هزینه اجرایی کمتر
– عدم نیاز به بازرسی 100 درصد هنگام نصب
– افزایش ضریب اطمینان سازه
– بهبود مقاومت سازه به بارهای لرزشی و مقاومت بیشتر سازه ها در برابر زلزله
– افزایش کیفیت و دقت عمل هنگام نصب
– اجرای برج ها و سازه های پیچیده
– امکان باز نمودن و تغییرات یا در کل تخریب سازه در زمان کوتاه تر
با توجه به تمامی موارد فوق و بسیاری امتیازات دیگر تنها نکته ای که وجود دارد، سفارش صحیح، تأمین محصول با کیفیت از سوی تولید کننده و همچنین تحویلی گیری صحیح و اجرای صحیح است.
مواردی وجود داشته است که کارفرمایان محترم بدون درنظر گرفتن این موارد پیچ و مهره های سازه را خریداری نموده اند و هنگام نصب یا پس از اجرا متوجه شده اند از لحاظ استانداردهای متریالی، ابعادی، گرید محصولات و یا پوشش آنها نکاتی را رعایت ننموده اند که باعث ایجاد اشکالات بسیار شدید در سازه شده است، لذا از کلیه کارفرمایان، سازندگان، پیمانکاران و خریداران محترم خواهشمند است جهت جلوگیری از بروز چنین مشکلاتی حتماً با واحد فنی تولید کننده و تأمین کننده پیچ و مهره کلیه مشخصات طراحی را مطرح نمایند تا از مشکلات بعدی جلوگیری شود.
درباره ما
انواع پيچ ها از نظر كار برد :
پيچ ها در صنعت به دوصورت مورد استفاده قرار ميگيرند.
الف: پيچ هاي محكم كننده : اين پيچ ها به منظور وصلكردن دو چند قطعه مختلف به يكديگر به كار مي روند كه معمو لا فرم دندانه ي آنمثلثي (v) مي باشد.
ب: پيچ انتقال حركت : اين پيچ ها شامل انو اع پيچهاوحلزون هايي است كه جهت انتقال حركت يا تبديل حركت دوراني به حركت مستقيم الخط وياتغير سرعت به كار مي رود. فرم مقطع پيچ هاي انتقال حركت اغلب ذوزنقه اي يا مربعهاي مي باشد. وازموارد استفاده ي آ نها هدايت سوپرت ماشين و ميز صفحه تراش و فرز ميباشد.
سيستم هاي پيچ :
پيچ ها را در دو سيستم استاندارد كرده اند :
1- سيستم DIN= فرم صنعتي المان
2- سيستم ISO= سازمان استاندارد بين المللي
روش واستاندارد DIN تا سال 1960 متداول بود وهماكنون سيستم ISO
جايگزين ان شده است . درسيستم DIN به دليل اينكه سر دندانه هاتيز مي باشد و باعث خراب شدن سريع پيچ ها ميشود يكي از عيب هاي اين سيستم مي باشد.
جهت گردش دندانه هاي پيچ :
اگر جهت حركت دندانه پيچ ها به طرف راست باشدپيچ راست گرد گفته مي شود. براي شناخت ان كافي است به ان عمود نگاه كنيم درصنعتموارد استفاده پيچ هاي راست گرد بيشتر از چپ گرد است . پيچ هاي چپ گرد براياتصال لوله هايي كه براي گاز هاي قابل اشتعال مورد استفاده قرار مي گيرد .
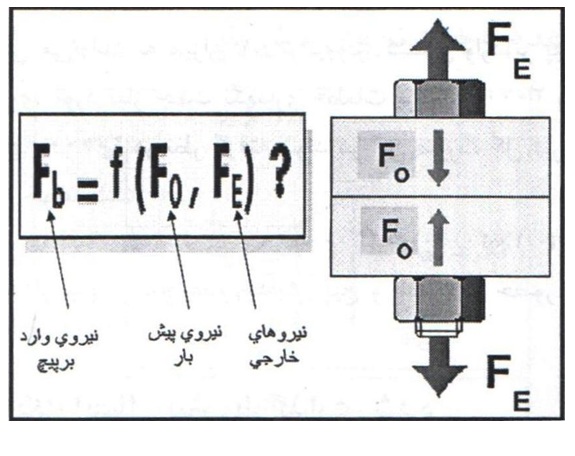
اتصالات بيچ شده به صورت اينكه چگونه بار اعمالي را انتقال مي دهند دسته بندي مي شوند .اگر بار به صورت موازي با محور پيچ ها وارد شود . اتصال با نام اتصال كششي شناخته مي شود .
هنگامي كه بار وارده بر اتصال به صورت عمود بر محور پيچ ها باشد اتصال به نام اتصال برشي ناميده مي شود.
دراتصال برشي پيچ ها مي توانند به صورت بين برشي بارها ي اعمالي را انتقال دهند يااينكه پيچ هاي سفت شده تا يك اتصال اصطكاكي را به وجود آورند.
حالت مركب نيز مي تواند وجود داشته باشد . كه درآن بار به صورت حالت مركبي از دو حالت انتقال پيدا كند. از لغزش در اتصالات اصطكاكي توسط نيروي فشاري بين اجزا جلوگيري مي شود كه اين نيروي فشاري با كشش پيچ حاصل مي شود . اين نيروي اصطكاكي كه باعث نگهداري اتصال مي شود به چند عامل مهم بستگي دارد كه در اين ميان نيروي پيچ بارپيچ و مقاومت لغزشي سطوح اعضاي اتصال دو عامل مهمتر مي باشند .
اتصال برشي به طور معمول در سازه هاي هوافضايي ،ساختماني ، خطوط راه آهن و پل ها يافت مي شوند.