آشنایی با علائم اختصاری پیچ و مهره
برای اینکه بتوانید پیچ و مهره مناسب پروژه خود را پیدا کنید، شما باید اندازه پیچ ها و ابعاد مناسب رزوه آن را بدانید.
اگر اندازه رزوه خیلی زیاد باشد ممکن است اتصال تحمل نکند و بشکند و اگر این اندازه خیلی کم باشد
ممکن است تنش اعمالی روی اتصال را تحمل نکند. ما در شرکت پیچ مهره کیمیاصنعت آماده ایم تا شما را
در ارتباط با انتخاب مناسب پیچ و مهره یاری کنیم. در این قسمت سعی می کنیم اطلاعات مفیدی در این باره برای شما فراهم نماییم.
اجزای پیچ
پیچ از دو جزء اصلی تشکیل شده است:
گل یا سر پیچ (Head
رزوه (Thread)
آشنایی با علائم اختصاری پیچ و مهره
گل پیچ بر اساس استاندارد آن و نحوه ساخت و محل سرویس دهی ممکن است به شکل های مختلفی ساخته شود.
اما از جمله مواردی که بسیار در نوع پیچ تعیین کننده می باشد جزء دوم یعنی رزوه پیچ است.
این بخش از پیچ یک استوانه است که براساس استانداردی مشخص رزوه شده است و عموما اندازه پیچ
براساس قطر این قسمت تعیین می گردد.
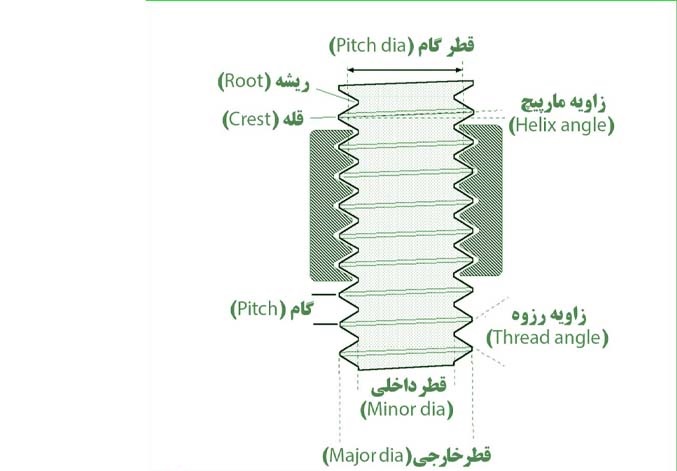
همانطور که در شکل ۱ نمایش داده شده است، قسمت های مختلف رزوه شامل موارد زیر می باشد:
اجزای رزوه
قله یا Crest
ریشه یا Root
گام یا Pitch
زاویه مارپیچ یا Helix angle
زاویه رزوه یا Thread angle
قطر خارجی (اصلی) یا Major diameter
قطر داخلی یا Minor diameter
قطر گام یا Pitch diameter
اندازه پیچ ها متناسب با قطر خارجی (اصلی) متفاوت است. این قطر همانطور که در شکل ۱ می بینید
فاصله بین دو قله در طرفین است.
عموما این فاصله براساس میلی متر بیان می شود و به بالاترین عدد گرد می شوند.
برای مثال پیچ ۳.۹۸ میلی متری را
پیچ ۴ میلی متری می گویند و برای ساده سازی با حرف “M” بیان می شود. و همچنین
پیچ M5 به یک پیچ با قطر ۵ میلی متر گفته می شود.
نحوه محاسبه قطر پیچ
برای فهمیدن سایز پیچ میتوانید از ابزاری به نام گیج پیچ Bolt gauge استفاده کنید به
دو قسمت متریک و استاندارد تقسیم میشود.
معمولا سوراخ های متریک بالا و استاندارد ها در ردیف پایین قرار دارند.
پیچ را روی سوراخی که بنظر اندازه سر پیچ است فشار دهید و کوچکترین سوراخی که پیچ در آن فیکس میشود
نشان دهنده قطر پیچ است. برای مثال با توجه به عکس اندازه قطر پیچ D=3.8 است.
اگر گیج پیچ در دسترس نداشتید از خط کش هم میتوانید برای اندازه گیری قطر پیچ استفاده کنید.
از بیرونی ترین لبه رزوه پیچ در یک طرف تا بیرونی ترین لبه رزوه در طرف دیگر اندازه گیری کنید
و مطمئن شوید که اندازه گیریتان در یک خط مستقیم انجام شده و در
قسمت ضخیم پیچ انجام شده. برای ثبت اندازه از واحد میلی متر برای پیچ های متریک استفاده کنید
و برای پیچ های استاندارد باید مقداری که اندازه گرفتید را به اینچ تبدیل کنید.
برای اندازه گیری قطر پیچ از ابزار دیگری مانند کولیس هم میتوانید استفاده کنید.
اندازه گیری گام پیچ
اندازه گام پیچ شامل ارتفاع و فاصله بین رزوهها مربوط می شود، برای اندازه گیری گام پیچ،
گیج پیچ خود را برگردانید تا رزوه سنج را پیدا کنید. پشت پیچ گیج برآمدگی های پلاستیکی دارد
که می توان از آنها برای تعیین رزوه پیچ استفاده کرد. به برچسب ها نگاه کنید تا ببینید کدام گیج ب
رای پیچ های استاندارد و کدام برای پیچ های متریک است، زیرا اندازه گام ها متفاوت است.
هنگامی که رزوه سنج دقیقا رزوه های پیچ را در خود جای میدهد، متوقف شوید.
هنگامی که رزوه های پلاستیکی کاملاً در رزوه های پیچ قرار می گیرند،
اندازه گام پیچ را پیدا کرده اید برای اطمینان از زاویه ای به گیج نگاه کنید تا ببینید
آیا نوری از بین رزوه های پلاستیکی
و رزوه های پیچ شما عبور می کند اگر چنین بود باید اندازه بعدی را امتحان کنید
تا اندازه دقیق گام پیچ را بدست آورید.
به اختصار گام پیچ را با حرف P مشخص میکنند.
برخی از گام سنج های پیچ ممکن است شبیه یک چاقوی جیبی هستند.
کارایی این مدل ها یکی است و هردو گام پیچ را بصورت دقیق اندازه گیری میکند.
اگر یکی از آن ها را دارید، هر کدام از شابلون های آن نشان دهنده گام مدلی از پیچ هاست،
سعی کنید پیچ مورد نظر خود را با یکی از شابلون ها در کنار هم فیکس کنید.
عددی که روی آن نوشته اندازه گام پیچ را مشخص میکند.
آشنایی با علائم اختصاری پیچ و مهره
اندازه گیری طول پیچ
طول پیچ فاصله شروع رزوه ها، تا انتهای پیچ است. برای پیچ های معمولی
شش گوش یا پیچ های استوانهای آلنی،
این به معنای اینست که طول پیچ از زیر سطح پیچ در نظر گرفته میشود
تا انتهای پیچ اما برای پیچ هایی
که قسمت بالای سر با سطح همسطح است و سطح صافی دارند مانند پیچ آلنی سر تخت،
طول آن از بالای سر اندازه گیری می شود. برای اندازه گیری طول پیچ میتوان
از خط کش یا پیچ گیج استفاده کرد.
حرف L نشان دهنده طول پیچ است
به دلیل شکل گل سر این پیچ می باشد که به معنای شش وجهی است.
در بازار ایران این پیچ به نام های پیچ آچاری یا پیچ آچارخور نیز رایج است.
تقریبا می توان گفت که پر مصرف ترین نوع پیچ در صنایع مختلف نظیر صنایع راه و ساختمان،
صنایع ریلی، صنایع هوایی است.
و در کنار مهره شش گوش استفاده میشود.
پیچ شش گوش نیم رزوه

گرید یا کلاس پیچ چیست؟